随着焊接质量,可靠性和性能的提高,光纤激光焊接作为一种首选工艺而继续发展。许多光纤激光焊接应用是自生的,其中焊接完全是通过熔化金属的一部分来形成的,并且不使用其他填充焊丝或粉末。
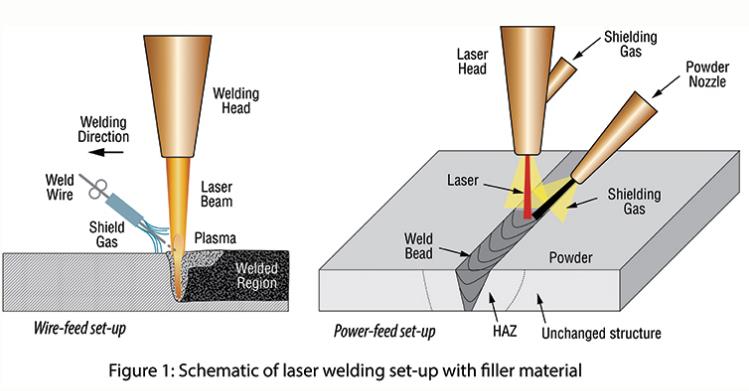
在这种光纤激光焊接应用中,可以确保精确的接头装配。在带有BeamDirector的LASERDYNE 795上使用焊丝填充材料在由高温合金制成的半球形组件上进行焊接工艺。送丝装置具有五个屏蔽端口,这些端口在冷却期间提供适当的屏蔽气体扩散。对于多种材料,激光束焊接应用几乎总是自生的。但是,某些具有挑战性的材料和困难的应用要求在焊接过程中使用填充材料。这样,可以大大改善焊接工艺。
应用程序改进包括:
1.焊接零件的接头装配公差更好(气隙,不匹配等)。
2.消除了焊接过程中的凝固裂纹。对于某些铝合金,使用金属丝代替低熔点合金并降低冷却过程中的凝固点。
3.修改焊缝金属的化学成分或微观结构以获得合适的机械性能。
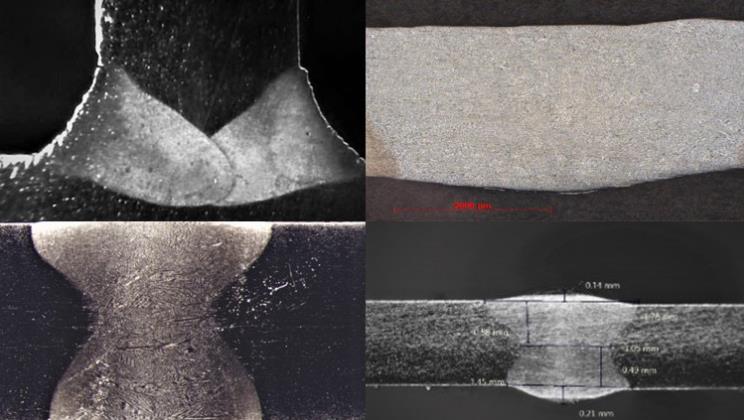
4.改善焊接轮廓,即消除焊缝顶部和底部的底切,过多的咬边会增加应力,从而降低焊接过程中的焊接机械性能。
在这种光纤激光焊接应用中,可以确保精确的接头装配。在带有BeamDirector的LASERDYNE 795上使用焊丝填充材料在由高温合金制成的半球形组件上进行焊接工艺。送丝装置具有五个屏蔽端口,这些端口在冷却期间提供适当的屏蔽气体扩散。用填充材料进行激光焊接可以用粉末或焊丝完成。但是,大多数工业激光焊接应用都使用焊丝。应该注意的是,首选线材的原因之一是其成本较低。通常,对于大多数材料而言,粉末原料比丝网原料更昂贵。
作为多参数过程,用填充焊丝进行激光焊接会受到决定质量,过程速度和成本的几种条件的影响。
焊接/填充焊丝速度:给定气隙和板厚的送丝速度是一个重要参数,它取决于焊接速度,接合面之间的缝隙的横截面积和填充焊丝的横截面积。对于给定的激光功率,使用填充焊丝通常会导致焊接速度降低10%到20%,以补偿必须用于熔化焊丝的激光能量。
注意,较低的速度折衷被利用填充焊丝的增加的利益所抵消。但重要的是使用正确的填充线速率。如果填充焊丝速度太低,则激光束产生的热量会熔化焊丝末端较大的部分,从而影响焊丝和焊接材料。这可能导致在加工过程中形成的液态金属桥断裂,并在焊丝末端形成液滴,并暂时破坏加工稳定性。
填充焊丝速率太高会导致提供给焊接区域的能量不足,无法稳定且持久地熔化焊丝。导线末端和液态金属桥中液态金属的体积增加,从而淹没了气隙。另外,未熔化的焊丝进入熔池的后部区域,推出液态金属,液态金属通过固化形成焊缝表面的特征性凸起和焊缝根部的孔隙。正确的焊接速度将确保正确的熔深,焊接宽度和顶部焊道高度。
激光束与填料的相互作用:金属丝的暴露长度太短会阻止金属丝在焊珠的初始区域熔化,并且激光束会直接影响要熔化的材料。继而,电线的暴露长度过长会导致电线的延长端被压在板表面上。在初始阶段,激光束将导线熔化,将其分为两部分。
结果,该过程开始的地方被焊在表面上且难以去除的金属丝末端覆盖。在极端情况下,焊接的导线末端可能会与气体保护喷嘴发生碰撞,从而干扰甚至消除气体保护。具有BeamDirector的LASERDYNE 795的控制功能可确保正确的激光束与填充线之间的相互作用。

焊丝送入角度:可以使用与垂直线成30度到60度之间的角度,并且45度通常是常态,因为它简化了设置所需的焊丝与激光束中心线相交的位置。大于60度的角度会使后者变得困难,而小于30度的角度会使焊丝与大面积的激光束相交,从而导致焊丝熔化和汽化而不将其合并到焊接熔池中。
聚焦点尺寸:点尺寸应接近填充线直径。如果激光光斑的大小与焊丝直径相比过小,则可能会导致焊缝出现气孔,因为填充焊丝未正确熔化。广泛的测试表明,使用填充焊丝的光纤激光焊接已被证明可以有效地生产高质量,坚固耐用的焊缝,并具有更高的装配性,减少的焊缝开裂和更好的焊缝轮廓。广泛应用包括航空航天,汽车和许多工业制造应用。
(文章来源于贤集网)





























