本发明涉及某种钣金件自动化焊接后处理工艺,具体涉及到某种钣金件自动化焊接后处理装置,包括辊式输送机、输送导向机构、焊渣敲打机构和焊瘤打磨机构,所述辊式输送机上设置有两个用于T型钢输送导向的所述输送导向机构,所述辊式输送机上设置有两个所述焊渣敲打机构和两个所述焊瘤打磨机构,且所述焊渣敲打机构和所述焊瘤打磨机构均位于两个所述输送导向机构之间本发明提供的装置可替代人工进行T型钢焊接成型后的自动化处理加工,可配合对接自动化焊接装置进行焊接后的焊渣清理和焊瘤位置打磨处理,大大降低了人工的劳动强度,提高了处理的效率,适合大批量生产加工。
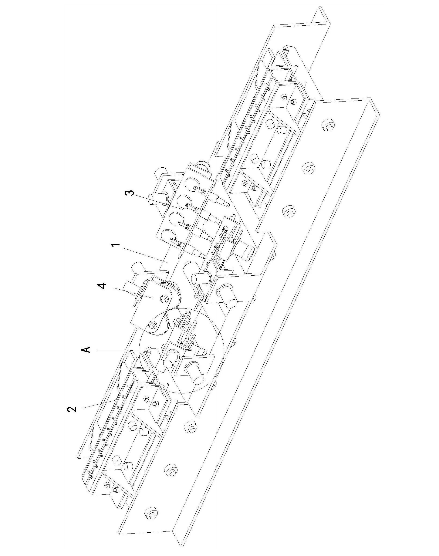
1.某种
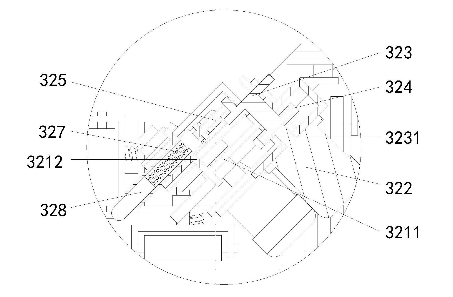
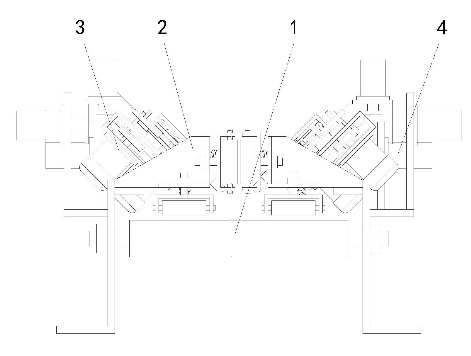
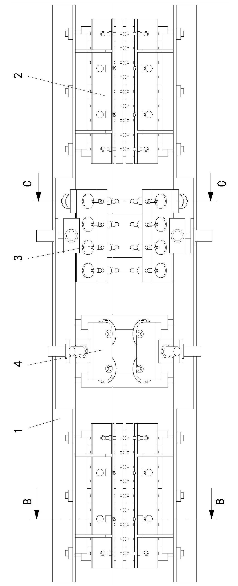
钣金件自动化焊接后处理工艺,其特征在于,其处理工艺具体包括以下步骤,S1、导向输送,将焊接成型后的T型钢从靠近焊渣敲打机构(3)一侧的输送导向机构(2)中穿过,在该输送导向机构(2)的导向输送下,通过辊式输送机(1)进行自动输送。S2、焊渣清理,在向前输送的过程中,通过焊渣敲打机构(3)对输送路径上的T型钢两侧焊接位置处的焊渣氧化层进行敲打清理。S3、焊瘤打磨,通过焊瘤打磨机构(4)对输送路径上已经完成焊渣清理的T型钢的两侧焊接位置进一步进行焊瘤打磨处理采用上述步骤S1-S3的钣金件自动化焊接后处理工艺在对自动化焊接成型后的T型钢进行焊接后处理的过程中还具体涉及到某种钣金件自动化焊接后处理装置,包括辊式输送机(1)、输送导向机构(2)、焊渣敲打机构(3)和焊瘤打磨机构(4),所述辊式输送机(1)上设置有两个用于T型钢输送导向的所述输送导向机构(2),两个所述输送导向机构(2)沿所述辊式输送机(1)的输送方向直线排列,所述辊式输送机(1)上设置有两个所述焊渣敲打机构(3)和两个所述焊瘤打磨机构(4),两个所述焊渣敲打机构(3)和两个所述焊瘤打磨机构(4)均关于所述辊式输送机(1)的输送方向垂直镜像相对设置,且所述焊渣敲打机构(3)和所述焊瘤打磨机构(4)均位于两个所述输送导向机构(2)之间其中:所述焊渣敲打机构(3)包括设置在所述辊式输送机(1)上的敲打位调节组件(31)和设置在所述敲打位调节组件(31)上的敲打执行组件(32),所述敲打执行组件(32)包括L板(321)、敲打驱动电机(322)、曲柄盘(323)、传动链(324)、连杆(325)、滑动轴(326)、弹簧(327)和敲打锤(328),所述L板(321)包括与水平面呈40°-50°夹角的驱动安装板(3211)和垂直设置在所述驱动安装板(3211)前端面上的滑套板(3212),所述敲打驱动电机(322)固定安装在所述驱动安装板(3211)的背侧位置,所述驱动安装板(3211)上均匀转动安装有四个所述曲柄盘(323),所述曲柄盘(323)的转轴端设有链轮(3231),所述敲打驱动电机(322)的输出轴与其中一个所述链轮(3231)固定连接,所述传动链(324)啮合在四个所述链轮(3231)上,四个所述曲柄盘(323)上均铰接设置有所述连杆(325),四个所述连杆(325)一端均铰接设置有所述滑动轴(326),四个所述滑动轴(326)均滑动设置在所述滑套板(3212)上,所述滑动轴(326)为中空管体结构,四个所述滑动轴(326)上均滑动设置有所述敲打锤(328),所述敲打锤(328)和所述滑动轴(326)之间通过所述弹簧(327)连接所述焊瘤打磨机构(4)包括设置在所述辊式输送机(1)上的打磨位调节组件(41)和设置在所述打磨位调节组件(41)上的打磨执行组件(42)。
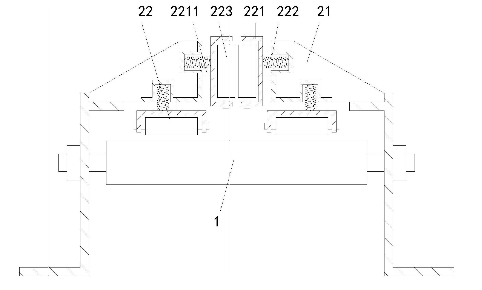
2.根据权利要求1所述的某种钣金件自动化焊接后处理工艺,其特征在于,所述输送导向机构(2)包括两个安装板(21)和四个导向辊组组件(22),两个所述安装板(21)镜像相对设置固定安装在所述辊式输送机(1)上,且两个所述安装板(21)的镜像相对设置方向关于所述辊式输送机(1)的输送方向垂直,所述安装板(21)呈L形结构,两个所述安装板(21)的水平底端面上均设置有所述导向辊组组件(22),两个所述安装板(21)的前侧竖直端面上均设置有所述导向辊组组件(22)。
3.根据权利要求2所述的某种钣金件自动化焊接后处理工艺,其特征在于,所述导向辊组组件(22)包括辊座(221)、压簧(222)和导向辊(223),所述辊座(221)上设置有两个导杆(2211),两个所述导杆(2211)滑动设置在所述安装板(21)的水平底端面或前侧竖直端面上,所述辊座(221)与所述安装板(21)的水平底端面或前侧竖直端面之间固定连接有两个所述压簧(222),所述辊座(221)上转动设置有若干所述导向辊(223),且若干所述导向辊(223)沿所述辊式输送机(1)的输送方向直线排列。
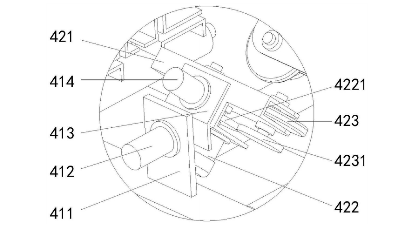
4.根据权利要求1所述的某种钣金件自动化焊接后处理工艺,其特征在于所述打磨执行组件(42)包括磨轮座(421)、打磨驱动电机(422)和打磨轮(423),所述打磨驱动电机(422)通过固定板固定安装在所述磨轮座(421)上,所述打磨驱动电机(422)的输出轴端设有驱动齿轮(4221),所述磨轮座(421)上转动安装有两个所述打磨轮(423),两个所述打磨轮(423)分布在所述打磨驱动电机(422)的两侧,且两个所述打磨轮(423)沿所述辊式输送机(1)的输送方向直线排列,所述打磨轮(423)与所述水平方向的夹角为45°,所述打磨轮(423)的转轴端设有与所述驱动齿轮(4221)啮合的从动齿轮(4231)。
5.根据权利要求1所述的某种钣金件自动化焊接后处理工艺,其特征在于所述敲打位调节组件(31)包括一号立板(311)、一号水平气缸(312)、一号行程板(313)和竖置气缸(314),所述一号立板(311)固定安装在所述辊式输送机(1)上,所述一号水平气缸(312)固定安装在所述一号立板(311)的外侧壁上,所述一号水平气缸(312)的输出方向与所述辊式输送机(1)的输送方向垂直,所述一号行程板(313)与所述一号水平气缸(312)的输出端固定连接,所述竖置气缸(314)竖直固定安装在所述一号行程板(313)的顶端,所述L板(321)与所述竖置气缸(314)的输出端固定连接。
6.根据权利要求4所述的某种钣金件自动化焊接后处理工艺,其特征在于所述打磨位调节组件(41)包括二号立板(411)、二号水平气缸(412)、二号行程板(413)和斜置气缸(414),所述二号立板(411)固定安装在所述辊式输送机(1)上,所述二号水平气缸(412)固定安装在所述二号立板(411)的外侧壁上,所述二号水平气缸(412)的输出方向与所述辊式输送机(1)的输送方向垂直,所述二号行程板(413)固定连接在所述二号水平气缸(412)的输出端,所述斜置气缸(414)固定安装在所述二号行程板(413)上,所述斜置气缸(414)的输出方向与水平方向夹角为45°,且所述斜置气缸(414)的输出方向与所述打磨轮(423)的旋转中心轴垂直,所述磨轮座(421)与所述斜置气缸(414)的输出端固定连接。