本发明公布了某种标砖及空心砖半自动打包的生产线及双码垛方法,它包括手动上料装置、夹送移料装置、码垛分缝编组装置、码垛机、码垛出料输送编组、打包输出编组、液压推送编组、单头打包机和出料台。本发明提供一种标砖及空心砖半自动打包的生产线及双码垛方法,设计巧妙,使用方便,主要适用于一次码烧隧道窑二次码烧烘干轮窑中的成品砖的打包前码垛,码垛抓盘工作来回循环周期为20-40秒左右,每小时可码30-50垛,可以充分满足不同需求,效率高,成本低。

1.某种标砖及空心砖半自动打包的生产线,其特征在于,它包括手动上料装置(1)、夹送移料装置(2)、码垛分缝编组装置(3)、码垛机(4)、码垛出料输送编组(5)、打包输出编组(6)、液压推送编组(7)、单头打包机(8)和出料台(9)。
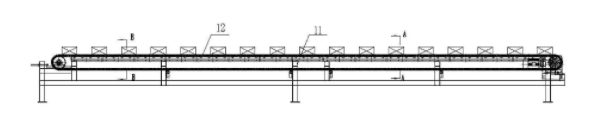
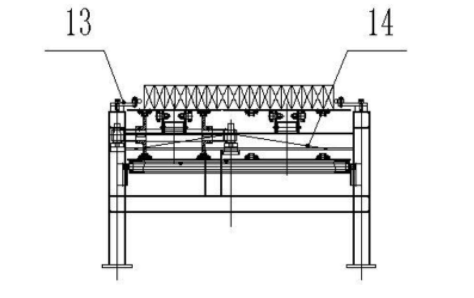
2.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,手动上料装置(1)包括编组机架(11).上设置有传动装置(12),传动装置(12)的侧端设置有挡砖装置(13) ,挡砖装置(13)包括第一连接块(131)、第一连接板(132)、第二连接块(133)和挡砖杆(134) :传动装置(12)的下端分别设置有第一挡尘板 (14)和第二挡尘板(15)。
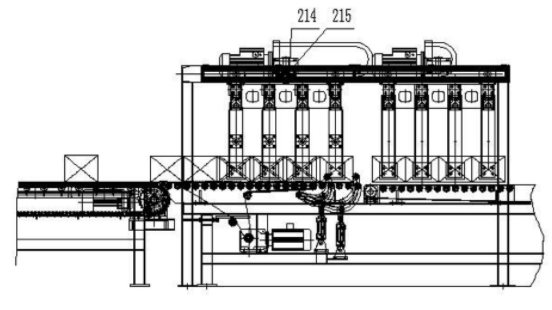
3.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,夹送移料装置(2)包括机架(21) ,机架(21)的上方活动设置有夹送移料悬挂梁臂(27) ,悬挂梁臂(27).上对称活动设置有多个左爪臂(22)和右爪臂(23) ,左爪臂(22)和右爪臂(23)上设置有爪垫(24) :左爪臂(22)和右爪臂(23)之间设置有第一气缸(29)和同步组件(210) :同步组件(210)通过导滑杆悬挂支撑(212)设置在悬挂梁臂(27)上;悬挂梁臂(27)的上方中部和两侧分别设置有驱动组件和移动轮组件(211)。
4.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,码垛分缝编组装置(3)它包括码垛分缝编组机架(31) ,码垛分缝编组机架(31)上分别通过托辊座组件和托辊组件设置有分缝平台和输送组件,分缝平台包括第一减速机(327) ,第一减速机(327)的输出端与主传动轴(313)连接,主传动轴(313)上设置有主动链轮(312) ,主动链轮(312)通过链条(320)与被动链轮(314)、转向链轮(319)、链条张紧装置(316)连接;分缝平台的侧端设置有前挡砖装置(318)。
5.根据权利要求4所述的--.种标砖及空心砖半自动打包的生产线,其特征在于,前挡砖装置(318)包括第一挡砖辊(3181)和第二挡砖辊(3182) ,第一挡砖辊(3181)和第二挡砖辊(3182) 分别通过第一弧形板(3184)和第二弧形板(3185)与旋转中心轴(3183)连接,第一弧形板(3184)和(第二弧形板(3185)的中部分别与第三气缸(3186)和第五气缸(3187)的伸缩端连接。
6.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,码垛机(4)包括夹砖分排机构(41) ,夹砖分排机构(41)上设置有夹盘回转机构(42) ,夹盘回转机构(42).上设置有夹盘提升扁担座(43) ,夹盘提升扁担座(43)上设置有行走机构(45) ,行走机构(45).上设置有导向装置(44):夹盘回转机构(42)、夹盘提升扁担座(43)、导向装置(44)和行走机构(45)设置在龙门机架组件(46)上。
7.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,码垛出料输送编组(5)包括码垛出料输送编组机架(51) ,码垛出料输送编组机架(51)上设置有主链条组件(52) ,主链条组件(52)内分别设置有第一双侧单孔弯板链条组件(53)和第二双侧单孔弯板链条组件(54) ;主链条组件(52)内设置有张紧轮调节组件(56) ,第一双侧单孔弯板链条组件(53)和第二双侧单孔弯板链条组件(54)上内设置有板链张紧调节组件(55)。

8.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,打包输出编组(6)包括打包输出编组机架(61) ,打包输出编组机架(61)上设置有打包输出链条组件(62),打包输出链条组件(62)内设置有张紧组件(63);打包输出编组(6)还包括补位辊简组件(64) ,补位辊筒组件(64)包括第四气缸(641) 固定辊筒(644)、第三连接板(642)和补位辊简(643)。
9.根据权利要求1所述的某种标砖及空心砖半自动打包的生产线,其特征在于,液压推送编组(7)包括设置在液压推送装置机架(71)上的第四托辊组件(72)和第五托辊组件(711) ,第四托辊组件(72)和第五托辊组件(711)垂直设置,第五托辊组件(711).上设置有转向轮组件(710)和张紧轮组件(75) ;第五托辊组件(711)的内设置有托料轴承组件(712) ,托料轴承组件(712)的下端设置有升降油缸(77)和升降组件(78) :第五托辊组件(711)的侧端设置有后挡砖组件(76)和推料组件,推料组件包括推杆组件(73)、导向组件(74)、推进油缸(79)和推板。
10.某种标砖及空心砖半自动打包的双码垛方法,其特征在于,包括以下步骤:S1.窖车卸砖一人工上砖.链板输送→第一次挡砖→链条输送→第二次挡砖→夹送料至码垛分缝编组的分缝平台上;其中手动上料平台送料至码垛分缝编组的分缝平台上,每次四排(第二层每次为三排砖) ;其中每四排砖为一层(第二层为三排砖需分缝留叉车孔),两个四排为一次码垛的用量,两个四排同时升降:S2、夹坯码垛→链板输送机械推送;其中每一个四排单独夹紧和旋转。第一层不旋转,第二层和第三层旋转(并复位) ,第四层不旋转,以后每隔-层旋转一次(并复位) S3第一方向打包码好两垛后,两垛通过赶砖辊同时送料至第一方向的打包位,并通过赶砖辊分步送料完成两垛的第一个方向的打包:S4、第二个方向打包:每完成一垛料第一方向打包后 ,马上发出指令移料至第二方向打包位并通过液压升降装置改变砖的行走方向和液压推送装置分步送料完成一垛料的第二个方向的打包;S5、输送存垛叉车装车。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























