本发明属于木材加工生产技术领域,尤其是某种木材码垛自动加工生产线,包括以支腿支架总成中线为对称线的爬坡分层输送设备、分层码垛输送设备、码垛设备和整垛输送设备;木材被所述支腿支架总成中的辊轴组从一端纵向滚动传送上去。该木材码垛自动加工生产线,通过设置码垛设备,能够自动地对每层木材进行逐层输送码垛,每层木材在实现码垛后,当即每层的木材再次进行长度和宽度方向上的整平整理,之后再下降传送到整垛输送设备上等待叉车叉走,同时在下降传送过程中,利用辅助设备临时对木材继续实现自动码垛动作,等待下降输送设备复位后,接替辅助设备临时的木材码垛动作,继续自动码垛,全程无需人为操控。

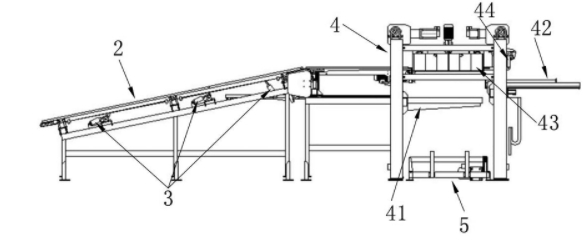
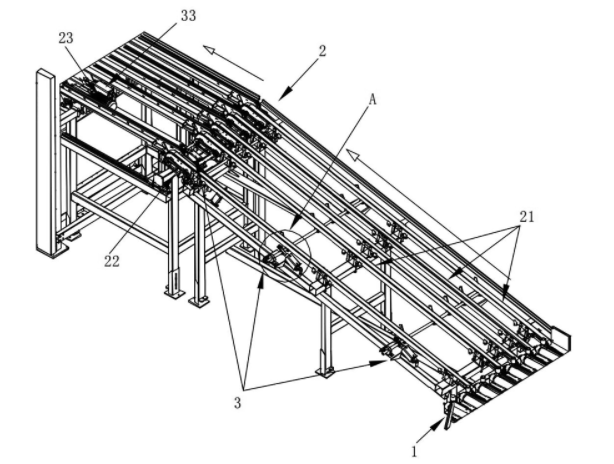
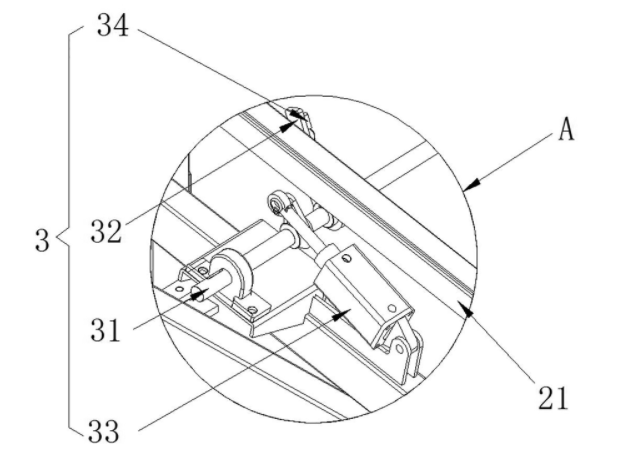
1.某种木材码垛自动加工生产线,包括以支腿支架总成(1)中线为对称线的爬坡分层输送设备(2)、分层码垛输送设备(3)、码垛设备(4)和整垛输送设备(5),其特征在于:所述支腿支架总成(1)由辊轴组(11)和拨动机构组成,所述辊轴组(11)对木材进行长度方向上的传送,所述拨动机构对木材进行宽度方向上的传送;所述爬坡分层输送设备(2)由钢结构框架以及安装在钢结构框架上的爬坡皮带总成(21)、用于拐角连接的链传动机构(22)以及第二电机(23)组成;所述分层码垛输送设备(3)由多组气动分层阻挡机构等间距分布在所述爬坡皮带总成(21)的间隔处组成,所述气动分层阻挡机构由连轴(31)、阻挡杆(32)以及活动铰接在所述钢结构框架上的气缸(33)组成;所述码垛设备(4)由支撑腿以及安装在支撑腿架(48)上的电动升降主叉(41)、电动升降副叉(42)、木材长度调节夹紧机构(43)、木材宽度夹紧机构(44)、第三电机(45)、第四电机(46)和第五电机(47)组成;所述整垛输送设备(5)位于所述码垛设备(4)下方,所述整垛输送设备(5)由支撑底架(51)和辊筒(52)组成,所述辊筒(52)等间距活动设置在所述支撑底架(51)的上面,所述整垛输送设备(5)由内而外呈坡度分布。
2.根据权利要求1所述的某种木材码垛自动加工生产线,其特征在于:所述辊轴组(11)以高于所述拨动机构的方式横向放置于所述支架上实现对木材的滚动导入,所述拨动机构由两个方向相反的窄传送带(12)组成;所述窄传送带(12)由固定安装在所述支架一端的第一电机(13)驱动,所述窄传送带(12)的表面等间距固定安装有拨杆(14),两个所述窄传送带(12)沿各自的运动方向上带动各自的拨杆(14)向两侧的所述爬坡分层输送设备(2)拨动木材。
3.根据权利要求1所述的某种木材码垛自动加工生产线,其特征在于:所述第二电机(23)驱动所述爬坡皮带总成(21)将所述支腿支架总成(1)传送来的木材进行爬坡传送,所述链传动机构(22)设置在所述爬坡皮带总成(21)的拐角处以实现其拐角处的所述爬坡皮带总成(21)的动力传输,所述爬坡皮带总成(21)由传送带组成,所述链传动机构(22)由链条和链轮组成。

4.根据权利要求3所述的某种木材码垛自动加工生产线,其特征在于:所述阻挡杆(32)径向垂直固定在所述连轴(31)上,所述连轴(31)通过轴承座固定安装在所述钢结构框架上,所述气缸(33)的活塞杆通过连杆与所述连轴(31)铰接驱动所述连轴(31)做周向转动,之后带动所述阻挡杆(32)实现对单层木材之间的间隔阻挡;所述气缸(33)通过光电感应开关(34)控制启停,所述光电感应开关(34)安装在所述阻挡杆(32)的表面用来感应其上方是否有木材。
5.根据权利要求1所述的某种木材码垛自动加工生产线,其特征在于:所述电动升降主叉(41)包括竖直安装在所述支撑腿架(48)上的链轮机构(411)和滑动包裹在所述支撑腿架(48)两侧表面的导轮(412) ,所述导轮(412)的底座表面还固定连接有承重杆(413) ,所述承重杆(413)的一侧表面固定连接有托杆(414)。
6.根据权利要求5所述的某种木材码垛自动加工生产线,其特征在于:所述托杆(414)上的木材随着所述导轮(412).上下升降,所述导轮(412)与所述链轮机构(411)中的链条表面固定连接,所述链轮机构(411)中的链轮轴心处固定套接有转轴(415) ,所述转轴(415)的中部表面通过所述第三电机(45)驱动转动,进而实现整个电动升降主叉(41)的升降动作。
7.根据权利要求6所述的某种木材码垛自动加工生产线,其特征在于:所述电动升降副叉(42)包括固定在所述支撑腿架(48)中横杆上的安装座(421) ,所述安装座(421)的上顶部还固定连接有固定导轨(422) ,所述固定导轨(422)与所述安装座(421)之间的空隙处滑动插接有副叉(423),所述副叉(423)的下表面开设有齿槽(424),所述安装座(421)的底部通过轴承安装有与所述齿槽(424)啮合的驱动齿轮(425),多个所述驱动齿轮(425)之间通过连接轴串联,所述第四电机(46)通过连接轴带动所述驱动齿轮(425)转动,进而驱动所述副叉(423)沿水平方向上移动。
8.根据权利要求1所述的某种木材码垛自动加工生产线,其特征在于:所述木材长度调节夹紧机构(43)安装在所述支撑腿架(48)的长度方向上对木材进行长度方向上的整理定型:所述木材长度调节夹紧机构(43)包括通过轴承安装在所述支撑腿架(48)顶部方管(431).上的驱动轴(432) ,其中两个所述方管(431)平行分布后与另一个所述方管(43D)垂直固定成一体,所述驱动轴(432)的两端均通过皮带轮机构(433)实现传动连接,所述第五电机(47)安装在所述支撑腿架(48)内侧一端上驱动其中一个所述驱动轴(432)转动。
9.根据权利要求8所述的某种木材码垛自动加工生产线,其特征在于:所述方管(431)的下表面通过滑轨滑动连接有拉管(434),所述拉管(434)的两端均固定连接有连接扣(435) ,所述皮带轮机构(433)中的皮带剪断后固定在所述连接扣(435).上, 进而实现皮带轮机构(433)转动时带动所述拉管(434)沿所述方管(431)的长度方向上滑动;所述拉管(434)的外侧表面通过直线轴承滑动插接有导向杆(436),所述导向杆(436)的外端与垂直分布的所述方管(431)下表面均固定连接有带有加强筋的整理板(437) ,所述导向杆(436).上的整理板(437)随着所述拉管(434)向内滑动后对木材的长度方向实现整理动作;所述拉管(434)的上表面还固定安装有用于推拉所述整理板(437)的推拉气缸(438),所述推拉气缸(438)的活塞杆与所述整理板(437)的顶部中部活动铰接。
10.根据权利要求1所述的某种木材码垛自动加工生产线,其特征在于:所述木材宽度夹紧机构(44)安装在所述支撑腿架(48)的宽度方向上实现木材宽度方向上的整理定型:所述木材宽度夹紧机构(44)包括呈镜像分布的内夹紧装置和外夹紧装置,所述内夹紧装置间隔安装在所述爬坡分层输送设备(2)的出料端,所述内夹紧装置包括安装在所述爬坡分层输送设备(2)的出料端支架侧面的内气缸(441),所述内气缸(441)的活塞杆尾端固定连接有内推板(442),所述外夹紧装置包括安装在所述支撑腿架(48)顶部表面的吊座(443) ,其中一个所述吊座(443)的下表面铰接有吊杆(444) ,所述吊杆(444)的底部通过销轴铰接有推杆(445) ,所述推杆(445)的尾部固定连接有外推板(446) ,另一个所述吊座(443)的下表面通过轴承座安装有吊轴(447),所述吊轴(447)的表面活动套接有吊板(448) ,所述吊板(448)的底端与所述推杆(445)的中部铰接与所述吊杆(444)平行,其中一个所述吊座(443)的下表面铰接有外气缸(449) ,所述外气缸(449)的活塞杆尾部通过凸轮(4410)与所述吊轴(447)的表面铰接。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























