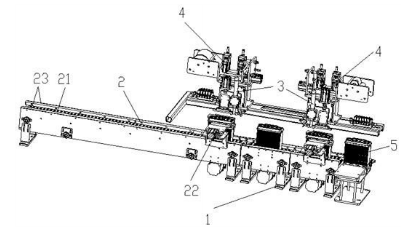
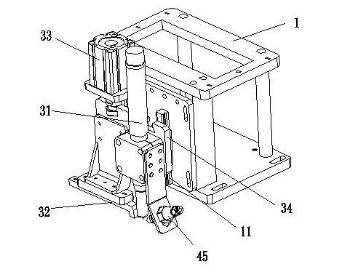
某种蓄电池接线端子自动化焊接装置,包括机架,设置在机架上的输送机构、电焊机构和拉锡丝机构,输送机构设有输送带,电焊机构和拉锡丝机构都设置在输送带上方的部位,且输送机构位于电焊机构下方的位置设有电池定位组件将电池盒定位在电焊机构的下方。本实用新型通过在输送机构设置电池定位组件使电池盒沿输送带自动运送到电焊机构下方时电池定位组件能够将电池盒定位在电焊机构下方,保证焊接位置的正确。且焊接完成后,焊接好的电池盒沿输送带离开电焊位置,下一个待焊接的电池盒进入电焊位置,使焊接操作有序完成。
1.某种
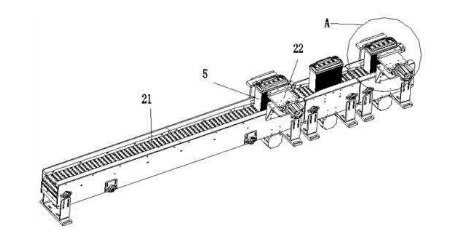
蓄电池接线端子自动化焊接装置,包括机架,其特征在于,还包括设置在机架上的输送机构、电焊机构和拉锡丝机构,输送机构设有输送带,电焊机构和拉锡丝机构都设置在输送带上方的部位,且输送机构位于电焊机构下方的位置设有电池定位组件将电池盒定位在电焊机构的下方。
2.如权利要求1所述的蓄电池接线端子自动化焊接装置,其特征在于,电池定位组件包括设置在输送带两侧的定位块一和定位块二,其中定位块一固定设置在输送带的一侧,定位块二设置在输送带另一侧、且连接有动力部件一并在动力部件一的作用下朝定位块一的方向往复运动。
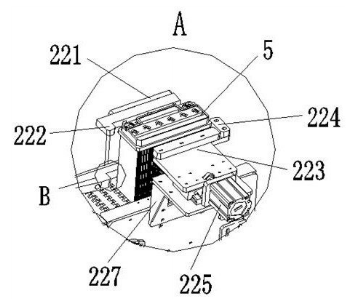
3.如权利要求2所述的蓄电池接线端子自动化焊接装置,其特征在于,定位块二的上端处设有用于阻止电池盒沿输送带前进的突出结构二。
4.如权利要求3所述的蓄电池接线端子自动化焊接装置,其特征在于,定位块一的上端处设有用于阻止电池盒沿输送带后退的突出结构一,突出结构一和突出结构二之间沿输送带方向的距离与电池盒的长度匹配。
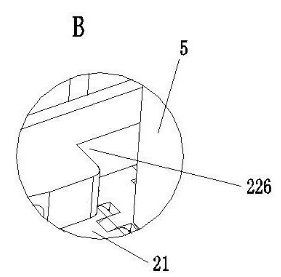
5.如权利要求4所述的蓄电池接线端子自动化焊接装置,其特征在于,电池定位组件还包括在突出结构一下方的输送带上方设置的凹口。
6.如权利要求1所述的蓄电池接线端子自动化焊接装置,其特征在于,电焊机构包括通过滑动连接组件上下滑动连接在机架的运动板、固定设置在运动板的焊枪和负极片、固定在机架的动力部件二,动力部件二一端与运动板连接并带动运动板沿滑动连接组件上下运动。
7.如权利要求6所述的蓄电池接线端子自动化焊接装置,其特征在于,滑动连接组件包括在机架设置的导轨和在运动板设置的滑槽,或者在运动板设置的导轨和在机架设置的滑槽。
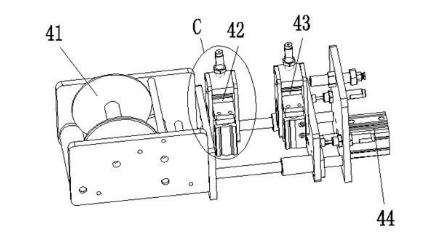
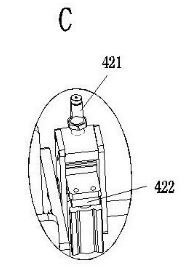
8.如权利要求6所述的蓄电池接线端子自动化焊接装置,其特征在于,拉锡丝机构包括设置在机架的固定盘、夹紧组件一、夹紧组件二、带动夹紧组件二往复运动的动力部件三和设置在运动板的出丝头。
9.如权利要求8所述的蓄电池接线端子自动化焊接装置,其特征在于,夹紧组件一上设有夹板一和动力部件四,动力部件四与夹板一连接且带动夹板一往复运动以夹紧或松开锡丝夹紧组件二上设有夹板二和动力部件五,动力部件五与夹板二连接且带动夹板二往复运动以夹紧或松开锡丝。
10.如权利要求1所述的蓄电池接线端子自动化焊接装置,其特征在于,电池定位组件、电焊机构和拉锡丝机构各有两套,两套电池定位组件相同设置,两套电焊机构和拉锡丝机构沿输送带同向对称设置。