摘要:
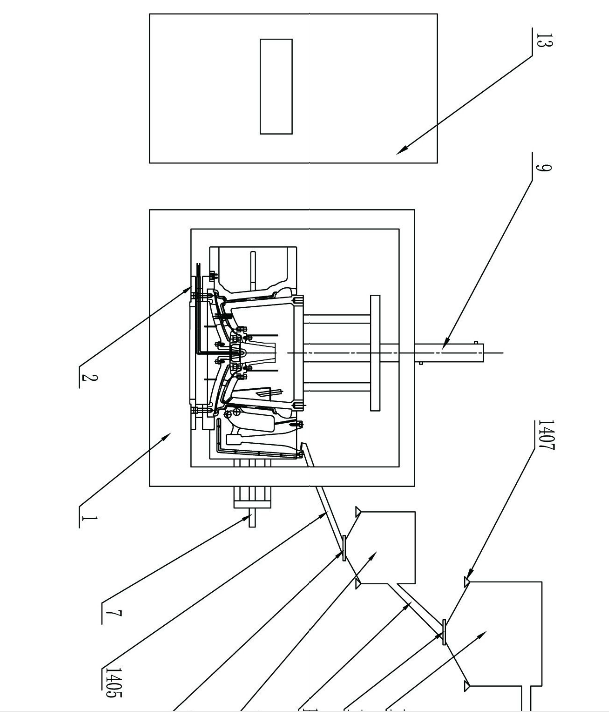
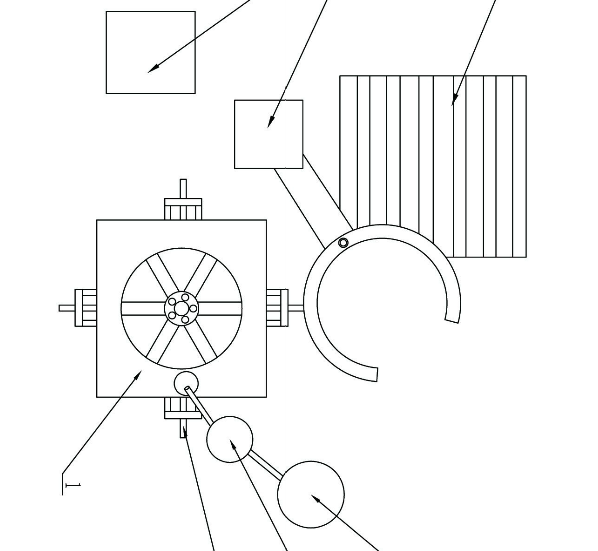
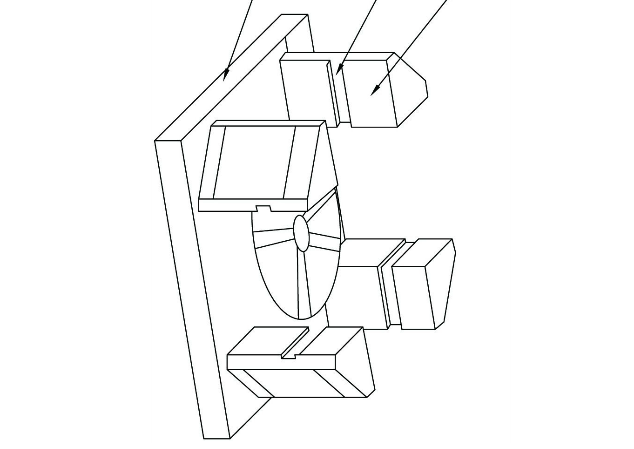
本发明涉及轮毂铸造领域的一种新型自动化重力铸造轮毂加工装置,侧模设置有四组、任意一组侧模设置有浇注口和浇冒口,每组侧模均对应连接有液压缸一,相邻两组侧模之间设置有三角滑块,上模安装在上模座支撑板上,上模座支撑板对应连接有液压缸二,浇注口附近设置有自动浇注装置,自动浇注装置通过管道与浇注口连接,底座旁设置有机械抓取装置,机械抓取装置对应设置有辊筒输送装置,上模、下模和侧模内设有冷却通道,冷却通道均设有测温装置,底座旁还设有中央控制器。
技术领域:
本发明涉及轮毂铸造领域,特别涉及一种新型自动化重力铸造轮毂加工装置。
技术背景:
现有技术中,铸造轮毂的模具一般分为低压铸造轮毂模具和重力铸造轮毂模具,重力铸造主要依据顺序凝固原理,按照冷却的先后顺序依次补缩。目前大多数的汽车轮毂厂家大量使用重力铸造的方法制造汽车轮毂,因为汽车轮毂重力铸造工艺具有工艺简单,容易控制,设备投入成本低,模具开发周期短,轮毂的辐条性能优于低压铸造,轮毂的致密性高等优点,但是轮毂铸件重力铸造的厚度比低压铸造厚,且重力铸造还有浇道口和浇冒口补缩用铝量大的特点。
需要开模、合模、浇注及冷却次数多,造成能源和使用时间的浪费,工作时重力铸造往往由于轮毂铸造加工装置自动化程度不高,需要投入大量人力物力,同时在生产过程中,人工浇筑铝溶液,现场危险程度较高,铝溶液的浪费较大,与此同时,模具在冷却时,其冷却数据不能直观的体现出来,给现场生产的操作人员带来不便,往往现场人员只能凭借经验进行开模,也给日常生产生活带来损失,进而造成很大的废品率,影响正常生产。
发明内容:
本发明的目的是这样实现的,一种新型自动化重力铸造轮毂加工装置合模时,操作人员通过中央控制器来控制液压缸一从而使得四组侧模沿着三角滑块围合在一起,再通过液压缸二来控制上模向下闭合,当完全闭合时,操作人员控制中央控制器来控制自动浇注装置往浇注口中一次性定量浇筑溶液,与此同时,上模中设置的冷却通道、下模中设置的冷却通道和侧模中设置的冷却通道分别可以冷却,这样可以保证对整个模具进行全方位无死角的冷却,设置在模具外侧的冷却通道既可以对整个模具进行循环水冷却,也可以对整个模具进行风冷却,冷却方式可以视现场情况而定。
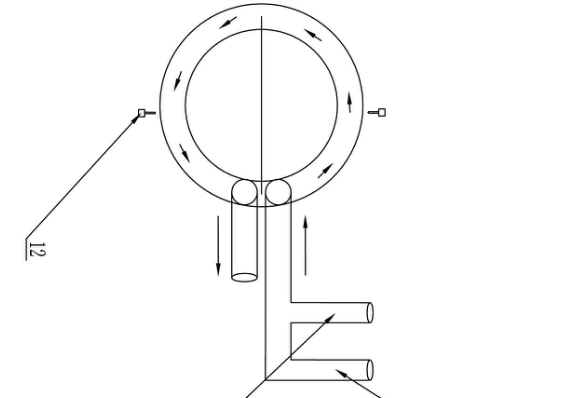
每个冷却通道内设置的测温装置均与中央控制器连接,现场模具内的实时温度可以在中央控制器上实时监测,当发现某一部位温度过高时,操作人员通过增大循环水流量或者增大风量来降低温度,当发现某一部位温度过低时,操作人员可以通过减少循环水流量或者降低风量来提升冷却温度,开模时,操作人员控制液压缸一来使得四组侧模分开,同时控制液压缸二来举升上模,此时机械抓取装置托住轮毂将其放置到辊筒输送装置上,完成整个流程,整个合模、开模过程中不需要一个操作人员在现场,只需要一操作人员控制中央控制器即可完成整个生产流程。
有益效果:
在于通过定量添加轮毂浇筑溶液,减少溶液的损失和浪费,同时实现模具内温度的实时控制,提高铸造质量,降低成本。





























