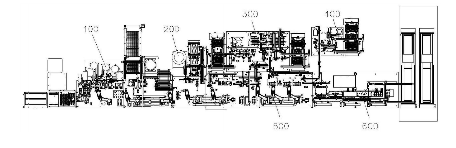
本发明提供一种汽车燃油泵组装自动化生产线,涉及产品组装生产线的技术领域。汽车燃油泵组装的自动化生产线,包括后端盖组装组件、定子组装组件、配片单机组件、压泵盖单机组件、总装组件和测试除油组件,后端盖组装组件、定子组装组件、配片单机组件、压泵盖单机组件、总装组件和测试除油组件均设置有多轴机器人,并通过控制器电信号连接。解决了现有技术中,工位处采用作业人员装配的方式,装配效率低,装配错误率高的技术问题。本发明利用控制器同时控制后端盖组装组件、定子组装组件、配片单机组件、压泵盖单机组件、总装组件和测试除油组件,实现自动化装配,提高装配效率。
1.一种汽车燃油泵组装的自动化生产线,其特征在于,包括后端盖组装组件(100)、定子组装组件(200)、配片单机组件(300)、压泵盖单机组件(400)、总装组件(500)和测试除油组件(600),所述后端盖组装组件(100)、定子组装组件(200)、配片单机组件(300)、压泵盖单机组件(400)、总装组件(500)和测试除油组件(600)均设置有多轴机器人,并通过控制器电信号连接,所述后端盖组装组件(100)自动组装后端盖和电极保护套,所述后端盖组装组件(100)的输出端连接所述定子组装组件(200),所述定子组装组件(200)自动组装后端盖机壳、磁钢、弹簧夹和转子,所述定子组装组件(200)的输出端连接所述配片单机组件(300),所述配片单机组件(300)自动组装泵体、轴承、叶轮,所述配片单机组件(300)的输出端连接所述压泵盖单机组件(400),所述压泵盖单机组件(400)自动组装泵盖、泵盖垫,所述压泵盖单机组件(400)的输出端连接所述总装组件(500),所述总装组件(500)自动组装泵芯泵体,所述总装组件(500)的输出端连接所述测试除油组件(600),所述测试除油组件(600)对组装后的成品测试除油。

2.根据权利要求1所述的汽车燃油泵组装的自动化生产线,其特征在于,所述后端盖组装组件(100)包括后端盖供料部(101)、后端盖中转移载部(102)、电阻测试部(103)、电极保护套供给部(104)、电极保护套压装部(105)、铜基轴承供给部(106)、铜基轴承压装部(107)、阻流塞供给部(108)、阻流弹簧供给部(109)、阻流支架供给部(110)、分度盘(111)、阻流组件压装部(112)、热铆部(113)、反向气密测试部(114)、正向气密测试部(115)和成品中转移载部(116),所述后端盖供料部(101)通过多轴机器人转运后端盖,所述后端盖供料部(101)的输出端连接所述后端盖中转移载部(102),所述后端盖中转移载部(102)用于中转移载后端盖,所述后端盖中转移载部(102)的输出端连接所述电阻测试部(103),所述电阻测试部(103)用于对后端盖进行电阻测试,所述电阻测试部(103)的输出端连接所述电极保护套供给部(104),所述电极保护套供给部(104)通过振动盘供料机构、抓取机构将电极保护套放置待压入工位,所述电极保护套供给部(104)的输出端连接所述电极保护套压装部(105),所述电极保护套压装部(105)用于将电极保护套压入后端盖,所述电极保护套压装部(105)的输出端连接所述铜基轴承供给部(106),所述铜基轴承供给部(106)通过振动盘供料机构、抓取机构将轴承放置待压入工位,所述铜基轴承供给部(106)的输出端连接所述铜基轴承压装部(107),所述铜基轴承压装部(107)用于将铜基轴承压入后端盖,所述铜基轴承压装部(107)的输出端连接所述阻流塞供给部(108),所述阻流塞供给部(108)通过振动盘供料机构、吹气抓取机构将轴承抓取放置待装配工位,所述阻流塞供给部(108)的输出端连接所述阻流弹簧供给部(109),所述阻流弹簧供给部(109)通过振动盘供料机构、伸缩机构将阻流弹簧抓取放置待装配工位,所述阻流弹簧供给部(109)的输出端连接所述阻流支架供给部(110),所述阻流支架供给部(110)通过振动盘供料机构、抓取机构将阻流支架抓取放置待装配工位,所述阻流支架供给部(110)的输出端连接所述分度盘(111),所述分度盘(111)用于对阻流组件的组装,所述分度盘(111)的输出端连接所述阻流组件压装部(112),所述阻流组件压装部(112)用于将阻流组件压入后端盖,所述阻流组件压装部(112)的输出端连接所述热铆部(113),所述热铆部(113)用于对装好阻流组件的后端盖油嘴口热铆收口,所述热铆部(113) 的输出端连接所述反向气密测试部(114),所述反向气密测试部(114)用于对装好阻流组件的后端盖进行阻流组件的气密测试,所述反向气密测试部(114)的输出端连接所述正向气密测试部(115),所述正向气密测试部(115)用于对后端盖插片处的密封进行检测,所述正向气密测试部(115)的输出端连接所述成品中转移载部(116),所述成品中转移载部(116)用于中转移载测试合格的后端盖。
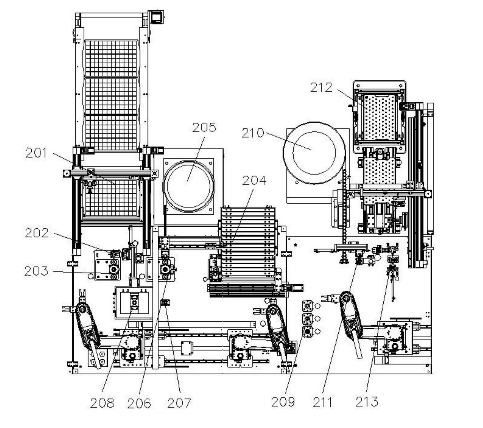
3.根据权利要求2所述的汽车燃油泵组装的自动化生产线,其特征在于,所述定子组装组件(200)包括机壳供给部(201)、机壳正反检测部(202)、后端盖机壳组装部(203)、磁瓦供给部(204)、磁钢弹簧夹供给部(205)、磁瓦弹簧夹装配部(206)、定子除尘部(207)、充磁磁通量检测部(208)、充磁结束等待部(209)、磁钢定位环供给部(210)、磁钢定位环工装部(211)、转子供给部(212)和转子装入部(213),所述机壳供给部(201)通过机械机构将机壳夹取至指定位置,所述机壳供给部(201)的输出端连接所述机壳正反检测部(202),所述机壳正反检测部(202)用于检测机壳的正反方向,所述机壳正反检测部(202)的输出端连接所述后端盖机壳组装部(203),所述后端盖机壳组装部(203)通过横移升降夹取机构夹取端盖组件、升降机构预装入、气缸压入,完成端盖组件与机壳之间的装配,再通过机器人夹取机构将装配后的组件夹回至固定座,所述后端盖机壳组装部(203)的输出端连接所述磁瓦供给部(204),所述磁瓦供给部(204)通过磁瓦料道供料、模组机构将磁瓦推至第一定位座、夹取横移机构将磁瓦夹取至第二定位座,所述磁瓦供给部(204)的输出端连接所述磁钢弹簧夹供给部(205),所述磁钢弹簧夹供给部(205)通过振动盘传送的磁钢弹簧夹由分料机构夹取至第二定位座,所述磁钢弹簧夹供给部(205)的输出端连接所述磁瓦弹簧夹装配部(206),所述磁瓦弹簧夹装配部(206)通过下压机构对机壳组件与磁瓦、卡簧装配,横移机构夹取至第二固定座内定位,所述磁瓦弹簧夹装配部(206)的输出端连接所述定子除尘部(207),所述定子除尘部(207)用于对充磁前的定子组件除尘,所述定子除尘部(207)的输出端连接所述充磁磁通量检测部(208),所述充磁磁通量检测部(208)用于对输入的产品在充磁机内流转充磁,所述充磁磁通量检测部(208)的输出端连接所述充磁结束等待部(209),所述充磁结束等待部(209)用于将充磁后的组件放置在等待位,所述充磁结束等待部(209)的输出端连接所述磁钢定位环供给部(210),所述磁钢定位环供给部(210)通过振动盘供料机构、夹取机构将磁钢定位环抓取放置于待装配工位,所述磁钢定位环供给部(210)的输出端连接所述磁钢定位环工装部(211),所述磁钢定位环工装部(211)用于对磁钢定位环压装,所述磁钢定位环工装部(211)的输出端连接所述转子供给部(212),所述转子供给部(212)通过横移升降夹取机构将转子夹取至半成品上方,下降后将转子装入其内,所述转子供给部(212)的输出端连接所述转子装入部(213),所述转子装入部(213)用于将转子装入半成品内。
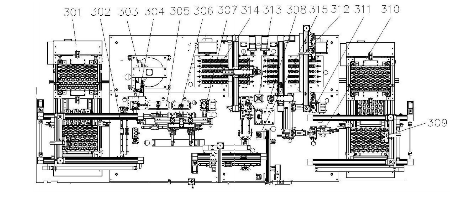
4.根据权利要求3所述的汽车燃油泵组装的自动化生产线,其特征在于,所述配片单机组件(300)包括泵体供给部(301)、泵体中转移载部(302)、轴承环供给部(303)、轴承环压入部(304)、整形部(305)、吸尘部(306)、泵体深度检测部(307)、分料部(308)、叶片供给部(309)、第一叶片正反面检测部(310)、叶片厚度检测部(311)、叶片分料缓冲部(312)、泵体叶轮组装部(313)、叶片装入高度检测部(314)和合格泵体中转移载部(315),所述泵体供给部(301)通过提升机构、模组机构将泵体转运至所述轴承环压入部(304),所述泵体供给部(301)的输出端连接所述泵体中转移载部(302),所述泵体中转移载部(302)用于中转移载料盘中取出的泵体,所述泵体中转移载部(302)的输出端连接所述轴承环供给部(303),所述轴承环供给部(303)使轴承环经过转盘供料机构、抓取机构将轴承环抓取放置于待压入位置,所述轴承环供给部(303)的输出端连接所述轴承环压入部(304),所述轴承环压入部(304)通过伺服机构将轴承环压入泵体,所述轴承环压入部(304)的输出端连接所述整形部(305),所述整形部(305)对安装轴承环后的泵体表面整形矫正,所述整形部(305)的输出端连接所述吸尘部(306),所述吸尘部(306)用于对泵体表面除尘,所述吸尘部(306)的输出端连接所述泵体深度检测部(307),所述泵体深度检测部(307)通过摆动机构将泵体成品转运至深度检测工序,利用高精度位移传感器检测泵体的深度,所述泵体深度检测部(307)的输出端连接所述分料部(308),所述分料部(308)用于对检测后的泵体分区域存放,所述分料部(308)的输出端连接所述叶片供给部(309),所述叶片供给部(309)通过伺服机构、模组机构将料盘里的叶片转运至下一个工位,所述叶片供给部(309)的输出端连接所述第一叶片正反面检测部(310),所述第一叶片正反面检测部(310)通过光纤传感器识别叶片的正反面,并将正面的叶片抓取至下一个工位,所述第一叶片正反面检测部(310)的输出端连接所述叶片厚度检测部(311),所述叶片厚度检测部(311)通过高精度位移传感器测试叶片的厚度,所述叶片厚度检测部(311)的输出端连接所述叶片分料缓冲部(312),所述叶片分料缓冲部(312)用于对检测后的叶片分区域存放,所述叶片分料缓冲部(312)的输出端连接所述泵体叶轮组装部(313),所述泵体叶轮组装部(313)用于组装泵体、叶轮,所述泵体叶轮组装部(313)的输出端连接所述叶片装入高度检测部(314),所述叶片装入高度检测部(314)用于对装配好叶片的泵体下压,通过高精度位移传感器检测叶片的高度间隙,所述叶片装入高度检测部(314)的输出端连接所述合格泵体中转移载部(315),所述合格泵体中转移载部(315)用于将高度检测合格的泵体叶轮组件转移至下一道工序。

5.根据权利要求4所述的汽车燃油泵组装的自动化生产线,其特征在于,所述压泵盖单机组件(400)包括泵盖供给部(401)、泵盖中转移载部(402)、泵盖垫供给部(403)、泵盖垫压入部(404)、泵盖组件除尘部(405)和泵盖垫深度测试部(406),所述泵盖供给部(401)通过提升机构转运泵盖,所述泵盖供给部(401)的输出端连接所述泵盖中转移载部(402),所述泵盖中转移载部(402)用于中转移载从料盘中取出的泵盖,所述泵盖中转移载部(402)的输出端连接所述泵盖垫供给部(403),所述泵盖垫供给部(403)用于使泵盖垫经由振动盘供料放置于治具内,所述泵盖垫供给部(403)的输出端连接所述泵盖垫压入部(404),所述泵盖垫压入部(404)通过伺服机构对泵盖与泵盖垫装配,所述泵盖垫压入部(404)的输出端连接所述泵盖组件除尘部(405),所述泵盖组件除尘部(405)用于对装配后的产品除尘,所述泵盖组件除尘部(405)的输出端连接所述泵盖垫深度测试部(406),所述泵盖垫深度测试部(406)用于固定装配后的产品,并通过位移传感器检测泵盖垫的深度。
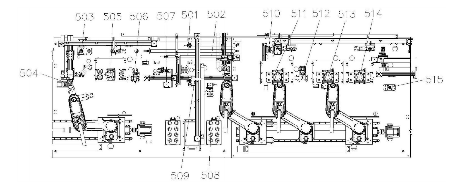
6.根据权利要求5所述的汽车燃油泵组装的自动化生产线,其特征在于,所述总装组件(500)包括泵体进料部(501)、叶片进料部(502)、泵体完成品角度定位部(503)、泵体预装部(504)、泵体压入部(505)、扭力测试部(506)、叶片装入部(507)、泵芯半成品移载部(508)、第二叶片正反面检测部(509)、泵盖完成品角度定位部(510)、泵盖压入部(511)、第一翻转部(512)、收口铆封部(513)、切点部(514)和成品中转部(515)、所述泵体进料部(501)用于输送泵体,所述泵体进料部(501)的输出端连接所述叶片进料部(502),所述叶片进料部(502)用于输送叶片,所述叶片进料部(502)的输出端连接所述泵体完成品角度定位部(503),所述泵体完成品角度定位部(503)通过模组机构对泵体定位,并放置于泵芯壳体内,所述泵体完成品角度定位部(503)的输出端连接所述泵体预装部(504),所述泵体预装部(504)通过气动机构抓取泵体,移动至泵芯壳体压入,所述泵体预装部(504)的输出端连接所述泵体压入部(505),所述泵体压入部(505)对预装完泵体的产品定位,通过伺服机构压紧泵体,并进行检测,所述泵体压入部(505)的输出端连接所述扭力测试部(506),所述扭力测试部(506)通过伺服机构对装配后的组件进行扭力检测,所述扭力测试部(506)的输出端连接所述叶片装入部(507),所述叶片装入部(507)通过真空吸盘将叶片装入泵芯半成品内,所述叶片装入部(507)的输出端连接所述泵芯半成品移载部(508),所述泵芯半成品移载部(508)用于筛分泵芯半成品,所述泵芯半成品移载部(508)的输出端连接所述第二叶片正反面检测部(509),所述第二叶片正反面检测部(509)通过光纤传感器识别叶片的正反面,并将正面的叶片抓取至下一个工位,所述第二叶片正反面检测部(509)的输出端连接所述泵盖完成品角度定位部(510),所述泵盖完成品角度定位部(510)通过模组机构将泵盖夹取至该工位,并找准泵盖完成品的角度,将泵盖放置于泵芯壳体内,所述泵盖完成品角度定位部(510)的输出端连接所述泵盖压入部(511),所述泵盖压入部(511)通过伺服机构将泵盖压入泵芯半成品内,所述泵盖压入部(511)的输出端连接所述第一翻转部(512),所述第一翻转部(512)用于对泵芯半成品翻转,所述第一翻转部(512)的输出端连接所述收口铆封部(513),所述收口铆封部(513)通过伺服机构对泵芯壳体上下边缘的收口铆封,并除尘处理,所述收口铆封部(513)的输出端连接所述切点部(514),所述切点部(514)通过伺服机构、模具对产品切点,所述切点部(514)的输出端连接所述成品中转部(515),所述成品中转部(515)用于放置完成切点的泵芯。
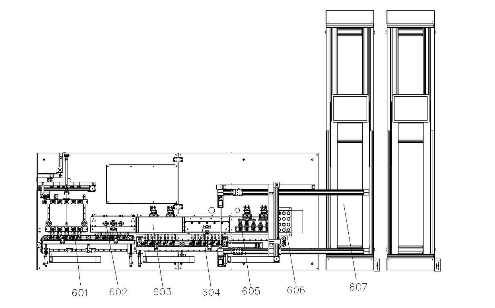
7.根据权利要求6所述的汽车燃油泵组装的自动化生产线,其特征在于,所述测试除油组件(600)包括泵芯成品中转部(601)、综合性能测试部(602)、第二翻转部(603)、清洁除油部(604)、除油成品中转部(605)、NG产品放置处(606)和成品输出部(607),所述泵芯成品中转部(601)用于放置泵芯完成品,所述泵芯成品中转部(601)的输出端连接所述综合性能测试部(602),所述综合性能测试部(602)用于测试泵芯完成品的综合性能,所述综合性能测试部(602)的输出端连接所述第二翻转部(603),所述第二翻转部(603)用于翻转泵芯成品,所述第二翻转部(603)的输出端连接所述清洁除油部(604),所述清洁除油部(604)用于对泵芯成品检测除油,所述清洁除油部(604)的输出端连接所述除油成品中转部(605),所述除油成品中转部(605)用于放置泵芯测试成品,并翻转,所述除油成品中转部(605)的输出端连接所述NG产品放置处(606),所述NG产品放置处(606)用于放置不合格产品,所述NG产品放置处(606)的输出端连接所述成品输出部(607),所述成品输出部(607)通过模组机构及传输机构对完成品输出。