本发明公开了一种自动化生产线的铝棒加工包装及加热传送方法,包括铝棒移料处理、铝棒贮存处理、铝棒取放处理、铝棒输送至锯切处、铝棒定长锯切处理、铝棒包装处理、铝棒加热处理、铝棒挤压处理等步骤,整个铝棒加工包装及加热传送过程自动进行,无需耗费大量人力投入、整个过程自动化程度高、劳动力投入程度低、加工质量和加热传送方法可以得到很好的保障,而且整个加热过程自动化进行、无需人工参与、大大地提高加工效率,也不会存在安全隐患,安全性比较高。

1.某种自动化生产线的铝棒加工包装及加热传送方法,其特征在于:包括以下步骤: .步骤A0)铝棒移料处理:长铝棒经过平移输送机平移输送进仓库;步骤B0)铝棒贮存处理:将沿仓库方向输入的长铝棒按固定位置贮存在仓库的置棒工位上;步骤C0)铝棒取放处理:从仓库的置棒工位依次将长铝棒取出,再将长铝棒依次放置于出仓输送辊道上,长铝棒沿着出仓输送辊道的输送方向依次输送;步骤D0)铝棒输送至锯切处:出仓输送辊道将长铝棒输送至锯切机的进料口:步骤E0)铝棒定长锯切处理:长铝棒进行定长,并从进料口输送至锯切机的内部进行锯切,长铝棒通过锯切处理成短铝棒,短铝棒从锯切机的出料口所连接的出料辊道输送出去:步骤F0)铝棒包装处理:出料辊道上输送的短铝棒经过铝棒堆叠机进行垛码,再通过铝棒自动装框机进行装框包装处理;步骤G0)铝棒加热处理:将包装好的短铝棒移出包装工位或作为中转工位进行加热处理;步骤H0)铝棒挤压处理:将加热后的短铝棒传送到挤压机上,通过挤压机对短铝棒施加压力,进行挤压处理。
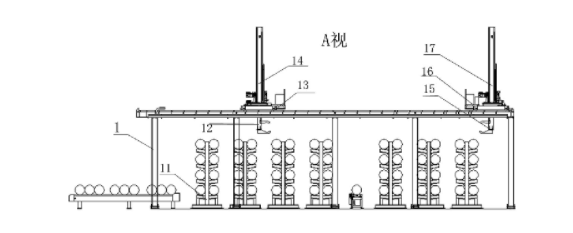
2.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤A0中所述的铝棒移料处理包括: 步骤A01)铝棒输入:用吊车或叉车将长铝棒平放到缓冲台上;步骤A02)缓冲放棒:通过油缸驱动缓冲台往前移动,慢慢把放在上面的长铝棒放到平移输送机的输送链.上;步骤A03)铝棒进仓:由平移输送机的移动杆推动长铝棒往仓库方向移动,使得长铝棒进入仓库料架的置棒工位上,置棒工位上设有挡板,通过挡板将长铝棒限定在仓库料架的置料板.上从而防止长铝棒掉落。
3.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤B0中所述的铝棒贮存处理包括: 步骤B01)机械手取棒:进仓推动杆带动进仓机械手进行移动,使得进仓机械手移动到置棒工位的正上方,进仓机械手上方的进仓升降伸缩杆带动进仓机械手下降到长铝棒的位置,使进仓机械手夹紧置棒工位的长铝棒;步骤B02)放棒到料架:进仓机械手把夹取的长铝棒贮存到料架的固定位置。
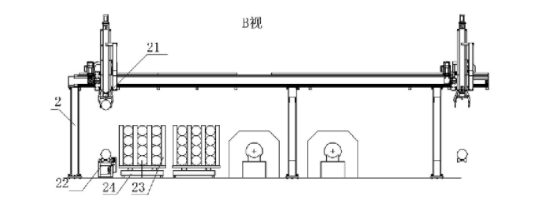
4.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤C0中所述铝棒取放处理包括:步骤C01)从料架取棒:出仓推动杆带动出仓机械手进行移动,使得出仓机械手移动到放置有长铝棒的料架正上方,出仓机械手上方的出仓升降伸缩杆带动出仓机械手下降到贮存长铝棒的位置并夹取长铝棒:步骤C02)放棒到出仓辊道:夹取有长铝棒的出仓机械手在出仓推动杆的推动作用下,将出仓机械手移动到出仓辊道的位置,再由出仓升降伸缩杆带动出仓机械手进行下降并把夹取的长铝棒放到出仓输送辊道上。
5.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤D0中所述铝棒输送至锯切处包括:步骤D01)铝棒输送进锯切机:出仓输送辊道输送的长铝棒通过辊道上料机至输送至锯切机的进料口。
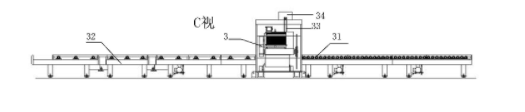
6.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤E0中所述的铝棒定长锯切处理包括:步骤E01)铝棒定长:将定长机移到靠近锯切机进料口处,使得定长机可以移到所需要的距离位置,辊道上料机将长铝棒输送到定长机的定长头前,通过定长机的定长头对长铝棒进行定长处理:步骤E02)锯切成短棒:长铝棒经过定长处理后,通过锯切机的切割部位把长铝棒锯切成短铝棒,出料辊道将锯断后的短铝棒从所述锯切机的出料口中传送出来:步骤E03)铝屑收集压成块:铝屑压块机通过铝屑收集管道连接至锯切机的切割部位,料头收集机通过料头输送辊道连接至锯切主机的出料口,锯切机在锯切铝棒时所产生的铝屑通过料头收集机进行收集,并通过料头收集机的压块机压成块。
7.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤F0中所述的铝棒包装处理包括:步骤F01)短棒输送:长铝棒锯切成短铝棒后,通过短棒移送机将短铝棒移送到冷棒机械手的夹取工位上:步骤F02)短棒夹取传送:冷棒机械手从短棒移送机的夹取工位上夹取短铝棒,并将短铝棒移到包装工位上:步骤F03)短棒垛码包装:冷棒机械手对短铝棒进行抓取,通过冷棒机械手将夹取的短铝棒依次摆放到短棒料框进行垛码处理,针对不同铝棒直径、长度,铝棒自动装框机上分别设置若干种摆放形状和若干摆放数量的短棒料框,当其中的--个短棒料框内的短铝棒摆满后,推料小车会将摆满短铝棒的短棒料框运输出铝棒自动装框机,铝棒自动装框机会选择第二个短棒料框来继续摆放铝棒,冷棒机械手再次把夹取的短铝棒放进第二工位的短棒料框进行垛码处理,当短铝棒放满第二工位的短棒料框后,自动撤换放在第二工位的短棒料框,推料小车将装满的短棒料框移出包装工位或作为中转工位。
8.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤G0中所述的铝棒加热处理包括:步骤G01)短棒加热:冷棒机械手从短棒移送机的夹取工位上夹取短铝棒,并将短铝棒移到双工位的加热炉中加热,当短铝棒温度加热到480°C- 560C时出炉,加热时间为2min-6min。
9.根据权利要求1所述的自动化生产线的铝棒加工包装及加热传送方法,其特征在于:步骤H0中所述的铝棒挤压处理包括:步骤H01)短棒夹取传送:热棒机械手从高温炉的出炉位置夹取加热后的短铝棒,并将短铝棒夹取到挤压机的上棒工位上:步骤H02)短棒经过挤压机后部处理:通过挤压机对上棒工位的短铝棒施加压力,在挤压机的压力作用使短铝棒的铝材挤进挤压模具中并成型。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























