本发明涉及自动化组装系统技术领域内的某种培养皿组装生产线,包括翻转工位、运载工位、检测工位、夹取工位以及封装工位;翻转工位用于将培养皿上下盖中的其中一个通过翻转的方式置于运载工位的相应位置,运载工位用于承载培养皿上盖和培养皿下盖并运输至夹取工位,同时在运输过程中通过检测工位对培养皿上盖和培养皿下盖进行拍照,夹取工位将培养皿上盖和培养皿下盖组装,并且夹取工位根据检测工位拍照的数据识别良品和不良品,将不良品移除,将良品夹取至封装工位上进行封装。本发明实现了培养皿的检测、组装以及封装工序的全自动化操作,避免了人工辅助操作造成的对培养皿的细菌污染等情况,提升了培养皿的自动化检测组装效率。
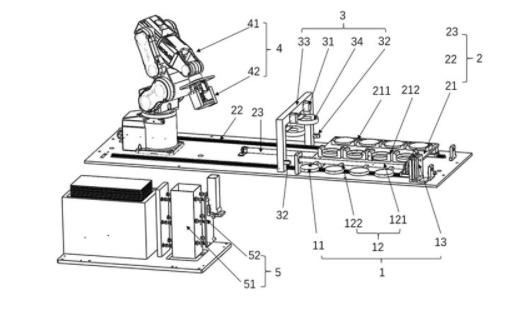
1.某种培养皿组装生产线,其特征在于,包括翻转工位(1)、运载工位(2)、检测工位(3)、夹取工位(4)以及封装工位(5); 所述翻转工位(1)包括吸盘(11)、旋转架(12)和旋转气缸(13),所述吸盘(11)连接于所述旋转架(12)上,所述旋转气缸(13)驱动所述旋转架(12)翻转; 所述运载工位(2)包括承载板(21)、导轨(22)和动力缸(23),所述承载板(21)通过所述动力缸(23)沿所述导轨(22)直线往复移动,所述承载板(21)设有上盖容置槽(211)和下盖容置槽(212),所述上盖容置槽(211)与所述下盖容置槽(212)并排设置,一组培养皿的上下盖分别容置于左右并排的所述上盖容置槽(211)与所述下盖容置槽(212)内,培养皿下盖吸附于所述吸盘(11)上并通过翻转动作置于所述下盖容置槽(212)内; 所述检测工位(3)包括摄像机(31)、触发开关(32)以及门架(33),两台所述摄像机(31)并排安装于所述门架(33)上,所述触发开关(32)检测到达预定位的培养皿上盖和\或培养皿下盖并触发两台所述摄像机(31)分别对培养皿上盖和培养皿下盖拍照,所述摄像机(31)进行拍照时,所述承载板(21)不停止移动; 所述夹取工位(4)包括机器人(41)和治具(42),所述机器人(41)包括视觉识别系统和控制系统,所述视觉识别系统采集所述摄像机(31)的数据并识别相应位置的培养皿上盖和\或培养皿下盖是否为良品,所述控制系统控制所述治具(42)将培养皿上盖与培养皿下盖组装成培养皿并根据所述视觉识别系统的识别结果移除不良品培养皿; 所述封装工位(5)包括封装袋(51)和撑口工装(52),所述撑口工装(52)用于保持所述封装袋(51)呈敞口状态,组装后的良品培养皿通过所述治具(42)放入所述封装袋(51)内。
2.根据权利要求1所述的培养皿组装生产线,其特征在于,所述检测工位(3)还包括光源(34),所述光源(34)安装于所述门架(33)上,所述光源(34)用于为培养皿上盖和培养皿下盖提供光照。
3.根据权利要求1或2所述的培养皿组装生产线,其特征在于,所述摄像机(31)拍摄位于所述上盖容置槽(211)与所述下盖容置槽(212)中的产品的时间为0.15~0.25S。
4.根据权利要求1所述的培养皿组装生产线,其特征在于,所述视觉识别系统是基于卷积神经网络深度学习算法形成的图像识别系统,包括: 不良品存储模块:收集培养皿上盖和培养皿下盖的各类不良品,通过标注软件根据缺陷类型进行标注; 数据增强、泛化模块:获取所述不良品存储模块中的数据,通过数据增强软件对各类缺陷的角度与亮度进行自动调整,对增强后的各类缺陷数据进行泛化处理,获取各类缺陷所对应的特征; 神经网络训练模块:基于各类缺陷特征初始化模型参数,利用高斯分布随机初始化网络结构中的参数,输入数据在卷积神经网络获得期望值,如期望值与实际不良品标签相同则结束训练,如期望值与实际不良品标签存在误差,则将误差逐层反向传播至输入层,每层的神经元会根据该误差对网络结构中的参数进行更新,直至期望值与实际不良品标签相同; 数据优化模块:检测过程中持续收集不良品类型并存储至所述不良品存储模块。

5.根据权利要求4所述的培养皿组装生产线,其特征在于,所述缺陷类型包括油污、杂色、划痕、缺料、开裂以及表面磨损。
6.根据权利要求1所述的培养皿组装生产线,其特征在于,所述上盖容置槽(211)与所述下盖容置槽(212)的结构相同,所述上盖容置槽(211)与所述下盖容置槽(212)上端均开设有坡口(2110),所述上盖容置槽(211)与所述下盖容置槽(212)的侧面均设置有夹持口(2111)。
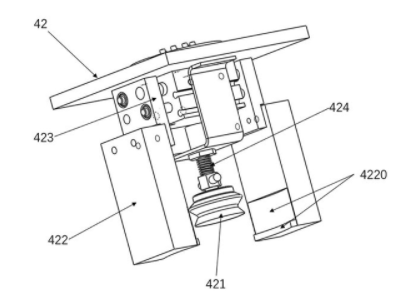
7.根据权利要求1所述的培养皿组装生产线,其特征在于,所述治具(42)包括吸嘴(421)、夹片(422)以及伸缩气缸(423),两块所述夹片(422)分别传动连接于所述伸缩气缸(423)相对的两侧,所述吸嘴(421)位于两块所述夹片(422)之间,所述吸嘴(421)通过所述伸缩气缸(423)实现负压吸附。
8.根据权利要求7所述的培养皿组装生产线,其特征在于,所述治具(42)中还设置有弹簧(424),所述吸嘴(421)通过所述弹簧(424)与所述伸缩气缸(423)弹性连接。
9.根据权利要求7或8所述的培养皿组装生产线,其特征在于,两块所述夹片(422)相对的内表面设有圆弧凹槽(4220),所述圆弧凹槽(4220)为台阶状。
10.根据权利要求1所述的培养皿组装生产线,其特征在于,所述封装袋(51)内同时盛装多个所述良品培养皿,多个所述良品培养皿层叠放置于所述封装袋(51)内。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























