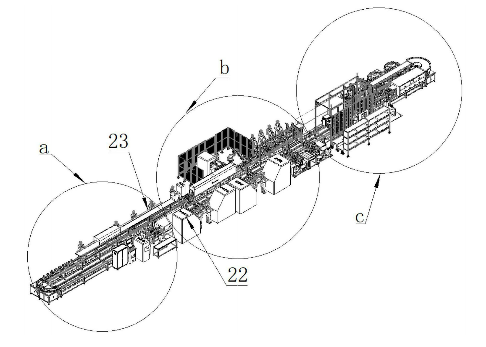
本发明公开了某种自动化制鞋生产线,包括:鞋底输送带,所述鞋底输送带依次经过鞋底取料工位、鞋底处理剂喷涂工位、鞋底前烘烤工位、鞋底喷胶工位、鞋底后烘烤工位,载板输送带,所述载板输送带用于输送装有鞋楦的载板,所述鞋楦上套设有鞋帮,所述载板输送带依次经过帮面预处理工位、帮面处理剂喷涂打磨工位、帮面前烘烤工位、帮面喷胶工位、帮面后烘烤工位、贴底工位、压底工位和后处理工位形成环形输送带。本发明鞋底和鞋帮同步工作,生产效率高,当鞋底和鞋帮处理完后通过贴底工位和压底工位贴合完成制鞋操作,自动化程度高,载板始终通过载板输送带传输,无需人工搬运载板等,有效降低人工成本,并且占地空间小,空间利用率高。
1.某种自动化制鞋生产线,其特征在于,包括鞋底输送带,所述鞋底输送带依次经过鞋底取料工位、鞋底处理剂喷涂工位、鞋底前烘烤工位、鞋底喷胶工位、鞋底后烘烤工位,载板输送带,所述载板输送带用于输送装有鞋楦的载板,所述鞋楦上套设有鞋帮,所述载板输送带依次经过帮面预处理工位、帮面处理剂喷涂打磨工位、帮面前烘烤工位、帮面喷胶工位、帮面后烘烤工位、贴底工位、压底工位和后处理工位形成环形输送带,所述帮面预处理工位对鞋楦进行套帮或钳帮操作,所述贴底工位将经过所述帮面后烘烤工位的鞋帮与经过鞋底后烘烤工位的鞋底贴合,所述压底工位将经过贴底的鞋帮和鞋底压紧贴合,所述后处理工位进行冷却、脱楦和包装操作。
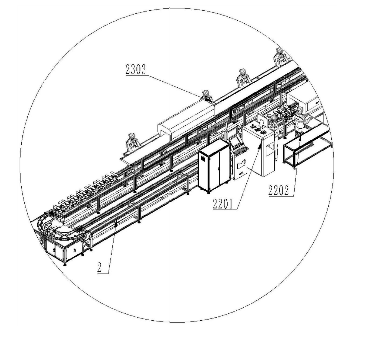
2.根据权利要求1所述的自动化制鞋生产线,其特征在于,所述鞋底取料工位设有鞋底立体料仓,所述鞋底立体料仓包括料仓框架,所述料仓框架内被分隔成若干列置物区域,所述置物区域由上至下均匀安装有仓位板,所述仓位板上设有取物缺口,所述置物区域两侧设有沿料仓框架横向滑动的限位柱,所述限位柱上安装有与所述仓位板一一对应的用于限位鞋底的限位板,若干列所述置物区域左侧的限位柱之间通过左连接杆连接,若干列置物区域右侧的限位柱之间通过右连接杆连接,所述料仓框架两侧面对称固定有固定座,所述固定座表面通过轴承安装座安装有调整螺杆,所述调整螺杆外端设有调整手轮,内端通过螺纹结构连接有调整块,所述调整块内端与所述料仓框架最外侧的所述限位柱固定,所述鞋底立体料仓上的鞋底通过鞋底转运装置转运至所述鞋底输送带,所述鞋底转运装置包括与所述料仓框架匹配的取料框架,所述取料框架上安装有能够沿X、Y、Z三向移动并且可旋转的取料手爪,所述取料手爪包括竖直设置的手爪安装板,所述手爪安装板一侧面安装有一对竖直的主导轨,所述主导轨上通过夹爪驱动气缸控制滑动有滑板,所述滑板由上至下均匀设有若干个竖直的上夹爪导轨,所述上夹爪导轨上滑动有上夹爪,所述滑板上设有与所述上夹爪一一对应的竖直的导杆,所述导杆上端与所述滑板固定,下端插入所述上夹爪的安装端,且导杆上套设有缓冲弹簧,所述夹爪安装板上设有与所述上夹爪匹配的下夹爪,所述下夹爪与所述取物缺口匹配,且上夹爪和下夹爪配合夹持鞋底。
3.根据权利要求1所述的自动化制鞋生产线,其特征在于,所述鞋底处理剂喷涂工位设置有第一鞋底3D扫描相机和鞋底处理剂喷涂机械手,所述鞋底喷胶工位设有第二鞋底3D扫描相机和鞋底喷胶机械手,所述鞋底处理剂喷涂工位和鞋底喷胶工位前的所述鞋底输送带上设有姿态调整装置,所述姿态调整装置包括固定在所述鞋底输送带下方的鞋底阻挡气缸,所述鞋底阻挡气缸输出端竖直朝上连动有挡杆,所述挡杆穿过所述鞋底输送带用于阻挡鞋底,所述鞋底输送带两侧对称设置矫正气缸,所述矫正气缸朝向被所述挡杆阻挡的鞋底设置,且矫正气缸的输出端固定有矫正板,所述鞋底输送带下方设置有鞋底传感器,所述鞋底传感器用于检测被阻挡的鞋底,且鞋底传感器与所述矫正气缸电连接。
4.根据权利要求1所述的自动化制鞋生产线,其特征在于,所述鞋楦端部设有鞋楦连接块,所述载板表面两侧对称插设固定有所述鞋楦连接块,载板表面中部设置有定位杆,载板底面设有插孔,载板四角设有导向轮,所述鞋楦连接块侧面设有定位孔,端部两侧面对称设有卡槽。
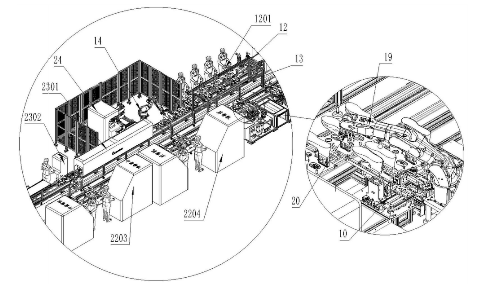
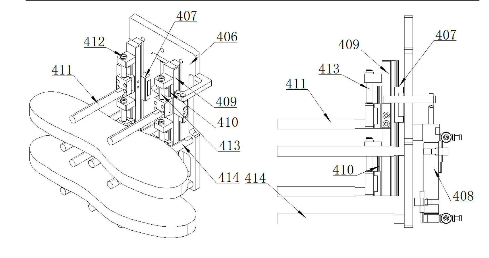
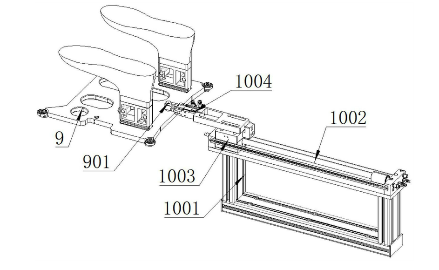
5.根据权利要求4所述的自动化制鞋生产线,其特征在于,所述帮面处理剂喷涂打磨工位和帮面喷胶工位均设有鞋楦离线分距装置,所述鞋楦离线分距装置包括载板移送机构和夹持调距机构,所述载板移送机构包括移送支架,所述移送支架设置在所述载板输送带一侧,且移送支架上通过移送驱动气缸控制滑动有移送小车,所述移送小车上设有载板夹持气缸,所述载板夹持气缸用于夹持所述定位杆,所述夹持调距机构包括对称设置在所述移送支架两侧的第一升降支架,所述第一升降支架表面设有调距导轨,所述调距导轨上通过调距驱动气缸控制滑动有调距小车,所述调距小车上设有鞋楦夹持机构,所述鞋楦夹持机构包括一对夹爪以及用于控制夹爪相对运动的调距夹持气缸,所述夹爪内侧面设有与所述定位孔匹配的定位销,所述夹持调距机构还包括第二升降支架,所述第二升降支架位于所述调距夹持气缸下方,且第二升降支架顶面设有与所述鞋楦连接块底部匹配的加工夹紧件,所述加工夹紧件包括与所述调距导轨平行的夹紧导轨,所述夹紧导轨上通过夹紧驱动气缸控制滑动有一对夹紧立板,所述夹紧立板内侧面设有一对L形的夹紧块,所述夹紧块的内侧面设有与所述鞋楦连接块底部边角对应的夹紧面,且夹紧面上设有与所述卡槽匹配的卡块,两侧所述夹紧块之间设有卡扣机构,且两侧夹紧块配合抱紧所述鞋楦连接块,所述卡扣机构包括开设在一侧所述夹紧块端部的凹槽以及设置在另一侧夹紧块端部的凸块,所述凹槽和凸块相匹配设置。
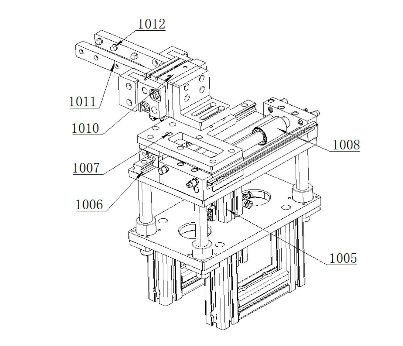
6.根据权利要求4所述的自动化制鞋生产线,其特征在于,所述帮面预处理工位、帮面处理剂喷涂打磨工位、帮面喷胶工位、贴底工位和压底工位设有载板定位举升装置,所述载板定位举升装置包括顶板、底板和设置在顶板和底板间的顶升气缸和顶升导杆,所述顶板设置在所述载板输送带下方,且顶板表面设有与所述插孔匹配的插杆,所述顶板朝向所述载板行进方向一端底面固定有载板阻挡气缸,所述载板阻挡气缸输出端竖直设置连动有阻挡杆,所述阻挡杆由下穿过所述顶板用于阻挡所述载板,所述顶板表面开设有沿载板行进方向的条形通孔,所述条形通孔内固定有载板传感器,所述载板传感器用于检测所述载板位置,且载板传感器与所述载板阻挡气缸电连接。

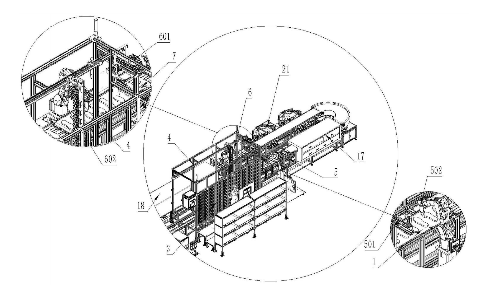
7.根据权利要求1所述的自动化制鞋生产线,其特征在于,所述贴底工位设置有若干个沿所述载板输送带输送方向设置的操作台,所述载板输送带上的载板被移送至所述操作台旁,所述鞋底输送带上的鞋底通过鞋底自动分拣装置分配至对应的所述操作台,所述鞋底自动分拣装置包括分拣框架,所述分拣框架上安装有与所述操作台一一对应的若干个鞋底导板,所述鞋底导板用于接收鞋底并将鞋底导向所述操作台,所述分拣框架上设有位于所述鞋底导板端部上方的拣料手爪,所述拣料手爪能够沿所述载板输送带输送方向和竖直方向运动,且拣料手爪将所述鞋底输送带上的鞋底运输至所述鞋底导板端部上方放料,所述拣料手爪包括夹爪气缸,所述夹爪气缸外侧面设有第一输出端和第二输出端,所述夹爪气缸控制所述第一输出端和第二输出端之间的开合角度,所述第一输出端安装有上夹紧块,所述上夹紧块端部设有压杆,所述第二输出端安装有下夹紧块,所述下夹紧块和所述压杆端部配合夹持鞋底,所述压杆穿过所述上夹紧块端部设置,且压杆与上夹紧块之间设有直线轴承,所述压杆远离所述下夹紧块一端设有挡环,朝向所述下夹紧块一端设有压块,所述压杆外套设有压紧弹簧。
8.根据权利要求4所述的自动化制鞋生产线,其特征在于,所述压底工位设置有转运机械手、鞋楦取放料装置、鞋楦固定装置和压底机,所述转运机械手将所述载板输送带上载板上的鞋楦转运至所述鞋楦取放料装置,所述鞋楦固定装置包括套设固定在所述压底机作用端上的安装板,所述安装板下方通过连接柱连接有固定板,所述连接柱底端与所述固定板固定,顶端穿过所述安装板后设有挡块,所述连接柱上套设有弹簧,所述固定板上开设有与所述鞋楦连接块上卡槽匹配的滑槽,所述固定板上设有用于感应所述鞋楦的鞋楦传感器,所述鞋楦传感器与所述压底机电连接,且鞋楦传感器检测到鞋楦后控制压底机工作所述鞋楦取放料装置包括设置在所述压底机两侧的底座,所述底座上安装有可沿X、Y、Z三向移动的鞋楦放料气缸,所述鞋楦放料气缸将鞋楦夹持移动至所述固定板的滑槽内。
9.根据权利要求1所述的自动化制鞋生产线,其特征在于,所述鞋底输送带设置在所述鞋帮输送带上方或下方,所述帮面前烘烤工位和鞋底前烘烤工位设置有前双层烤箱,所述帮面后烘烤工位和鞋底后烘烤工位设有后双层烤箱,所述鞋底输送带和鞋帮输送带层叠设置经过所述前双层烤箱和后双层烤箱。
10.根据权利要求1至9任一所述的自动化制鞋生产线,其特征在于,所述帮面处理剂喷涂打磨工位设置有帮面3D扫描相机、帮面打磨处理剂喷涂机械手,所述帮面喷胶工位设置有帮面喷胶机械手,所述帮面3D扫描相机安装在所述帮面打磨处理剂喷涂机械手上,且帮面3D扫描相机动态扫描记录帮面轮廓,控制所述帮面打磨处理剂喷涂机械手和帮面喷胶机械手沿帮面轮廓工作。