申请号:CN201510126605.X
申请日: 2015-03-20
公开(公告)号:CN104690464B
公开(公告)日:2016-08-24.
发明人:林乔宇
申请(专利权)人:无锡乔尼威尔铁路设备科技有限公司
代理机构:总装工程兵科研一所专利服务中心
代理人:杨立秋
申请人地址:江苏省无锡市惠麓东苑8号803
1.一种自动焊接机,其特征是:包括基台(1)、夹具装置(2)、第一滚珠丝杠(3)、第一伺服电机(4)、第一焊枪组件(5)、第二焊枪组件(6)和控制器,所述夹具装置(2)装设在基台(1)上,所述第一滚珠丝杠(3)穿装在夹具装置(2)内并与第一伺服电机(4)连接,第一伺服电机(4)固定装设在基台(1)上,第一伺服电机(4)驱动第一滚珠丝杠(3)带动夹具装置(2)在基台(1)上做直线运动,夹具装置(2)能够装夹待焊接件,第一焊枪组件(5)和第二焊枪组件(6)装设在基台(1)上并分居夹具装置(2)两侧,第一焊枪组件(5)包括依次连接的第一气缸(51)、第一焊枪机架(52)和第一焊枪(53),第一气缸(51)驱动第一焊枪机架(52)调整第一焊枪(53)的位置,第二焊枪组件(6)包括依次连接的第二气缸(61)、第二焊枪机架(62)和第二焊枪(63),第二气缸(61)驱动第二焊枪机架(62)调整第二焊枪(63)的位置,所述控制器分别与夹具装置(2)、第一伺服电机(4)、第一气缸(51)、第二气缸(61)、第一焊枪(53)和第二焊枪(63)相连,所述夹具装置(2)包括第一底座(21)、X轴定位组件(22)、Y轴定位组件(23)、定位夹具(24)、支架(25)、第三气缸(26)和顶紧夹具(27);所述第一底座(21)装设在基台(1)上,所述第一滚珠丝杠(3)穿装在第一底座(21)内,X轴定位组件(22)包括第二底座(221)、第二伺服电机(222)和第二滚珠丝杠(223),第二底座(221)装设在第一底座(21)上,第二滚珠丝杠(223)穿装在第二底座(221)内,第二伺服电机(222)与第二滚珠丝杠(223)连接,第二伺服电机(222)固定装设在第一底座(21)上;Y轴定位组件(23)包括第三底座(231)、第三伺服电机(232)和第三滚珠丝杠(233),第三底座(231)装设在第二底座(221)上,第三滚珠丝杠(233)穿装在第三底座(231)内,第三伺服电机(232)与第三滚珠丝杠(233)连接,第三伺服电机(232)固定装设在第二底座(221)上;定位夹具(24)固定装设在第三底座(231)上;支架(25)装设在第一底座(21)上,第三气缸(26)装设在支架(25)上部,第三气缸(26)通过连接杆(28)与顶紧夹具(27)连接,顶紧夹具(27)位于定位夹具(24)上方;第二伺服电机(222)、第三伺服电机(232)和第三气缸(26)与控制器连接。
2.根据权利要求1所述的自动焊接机,其特征是:所述支架(25)上还装设有线性导轨(251)和限位件(252),所述限位件(252)一端与连接杆(28)固定连接,另一端与线性导轨(251)连接,线性导轨(251)的延伸方向与连接杆(28)的活动方向一致。
3.根据权利要求1或2所述的自动焊接机,其特征是:所述基台(1)上还装设有激光位移传感器(7),激光位移传感器(7)与控制器连接,激光位移传感器(7)用于检测第一焊枪(53)和第二焊枪(63)的位置。
4.根据权利要求1所述的自动焊接机,其特征是:所述控制器为可编程控制器。
5.一种自动化焊接方法,使用根据权利要求3所述的自动焊接机对待焊接件一(101)和待焊接件二(102)进行焊接,其特征是:包括如下步骤:1)将待焊接件一(101)放置在定位夹具(24)内,然后将待焊接件二(102)放置在待焊接件一(101)上,等待点焊处理;2)调节X轴定位组件(22)和Y轴定位组件(23),进行待焊接件一(101)与定位夹具(24)的位置定位;3)调节第一焊枪(53)和第二焊枪(63)位置,对待焊接件一(101)和待焊接件二(102)进行点焊处理形成焊接产品(100);4)对焊接产品(100)进行尺寸测量,确认焊接产品(100)的合格性,若焊接产品(100)不合格,回到步骤2)继续处理,直至焊接产品(100)符合尺寸要求,试焊完成;5)开启控制器的自动焊接程序,对待焊接件一(101)和待焊接件二(102)进行自动焊接处理;6)自动焊接完成,手动取走自动焊接完成焊接产品(100)。
6.根据权利要求5所述的自动化焊接方法,其特征是:所述步骤5)包括以下步骤:
5.1)手动放置待焊接件一(101)和待焊接件二(102);
5.2)控制器控制第三气缸(26)带动顶紧夹具(27)将待焊接件一(101)和待焊接件二(102)压紧;
5.3)控制器控制第一气缸(51)带动第一焊枪(53)到达固定位置,同时控制器控制第二气缸(61)带动第二焊枪(63)到达固定位置;
5.4)进行焊接处理,控制器控制第一伺服电机(4)驱动第一滚珠丝杠(3)带动夹具装置(2)直线运动,第一焊枪(53)和第二焊枪(63)对待焊接件一(101)和待焊接件二(102)进行焊接;
5.5)夹具装置(2)到达设定位置,焊接结束,第一焊枪(53)和第二焊枪(63)关闭,控制器控制第一伺服电机(4)驱动第一滚珠丝杠(3)带动夹具装置(2)回到初始位置;
5.6)第一气缸(51)带动第一焊枪(53)复位,第二气缸(61)带动第二焊枪(63)复位。
技术领域
本发明属于焊接设备领域,具体涉及一种自动化焊接机。
背景技术
火车油压减振器是列车减振的关键部件,目前我国的主要火车油压减振器制作大部分还是基于国外技术及品牌。减振器的外部结构称为储油缸和防尘罩,该部位为焊接组件,是减振器极为关键的部位且是安全部件,需要极高的可靠性,迄今为止,国内的减振器储油缸和防尘罩的焊接一直执行欧洲标准,给国内厂商带来了技术壁垒,由于减振器类型繁多,结构多样,国内外多采用手工焊接或者纯机械手焊接,但是在手工焊接中,无法确保质量能够100%的合格,而纯机械手焊接又无法保证高效率,且单机械手焊接又无法确保焊接变形,多机械手同时焊接成本较大。
发明内容
本发明要解决的技术问题是:提供一种焊接成本低,能够保证焊接质量的自动焊接机,实现对减振器储油缸和防尘罩的焊接处理。
本发明解决其技术问题所采用的技术方案是:一种自动焊接机,包括基台、夹具装置、第一滚珠丝杠、第一伺服电机、第一焊枪组件、第二焊枪组件和控制器,所述夹具装置装设在基台上,所述第一滚珠丝杠穿装在夹具装置内并与第一伺服电机连接,第一伺服电机固定装设在基台上,第一伺服电机驱动第一滚珠丝杠带动夹具装置在基台上做直线运动,夹具装置能够装夹待焊接件,第一焊枪组件和第二焊枪组件装设在基台上并分居夹具装置两侧,第一焊枪组件包括依次连接的第一气缸、第一焊枪机架和第一焊枪,第一气缸驱动第一焊枪机架调整第一焊枪的位置,第二焊枪组件包括依次连接的第二气缸、第二焊枪机架和第二焊枪,第二气缸驱动第二焊枪机架调整第二焊枪的位置,所述控制器分别与夹具装置、第一伺服电机、第一气缸、第二气缸、第一焊枪和第二焊枪相连。
进一步优选的,所述夹具装置包括第一底座、X轴定位组件、Y轴定位组件、定位夹具、支架、第三气缸和顶紧夹具;所述第一底座装设在基台上,所述第一滚珠丝杠穿装在第一底座内,X轴定位组件包括第二底座、第二伺服电机和第二滚珠丝杠,第二底座装设在第一底座上,第二滚珠丝杠穿装在第二底座内,第二伺服电机与第二滚珠丝杠连接,第二伺服电机固定装设在第一底座上;Y轴定位组件包括第三底座、第三伺服电机和第三滚珠丝杠,第三底座装设在第二底座上,第三滚珠丝杠穿装在第三底座内,第三伺服电机与第三滚珠丝杠连接,第三伺服电机固定装设在第二底座上;定位夹具固定装设在第三底座上;支架装设在第一底座上,第三气缸装设在支架上部,第三气缸通过连接杆与顶紧夹具连接,顶紧夹具位于定位夹具上方;第二伺服电机、第三伺服电机和第三气缸与控制器连接。
进一步优选的,所述支架上还装设有线性导轨和限位件,所述限位件一端与连接杆固定连接,另一端与线性导轨连接,线性导轨的延伸方向与连接杆的活动方向一致。
进一步优选的,所述基台上还装设有激光位移传感器,激光位移传感器与控制器连接,激光位移传感器用于检测第一焊枪和第二焊枪的位置。
进一步优选的,所述控制器为可编程控制器。
一种自动化焊接方法,使用上述自动焊接机对待焊接件一和待焊接件二进行焊接,包括如下步骤:
1)将待焊接件一放置在定位夹具内,然后将待焊接件二放置在待焊接件一上,等待点焊处理;
2)调节X轴定位组件和Y轴定位组件,进行待焊接件一与定位夹具的位置定位;
3)调节第一焊枪和第二焊枪位置,对待焊接件一和待焊接件二进行点焊处理形成焊接产品;
4)对焊接产品进行尺寸测量,确认焊接产品的合格性,若焊接产品不合格,回到步骤2)直至焊接产品符合尺寸要求,试焊完成;
5)开启控制器的自动焊接程序,对待焊接件一和待焊接件二进行自动焊接处理;
6)自动焊接完成,手动取走自动焊接完成焊接产品。
进一步优选的,所述步骤5)包括以下步骤:
5.1)手动放置待焊接件一和待焊接件二;
5.2)控制器控制第三气缸带动顶紧夹具将待焊接件一和待焊接件二压紧;
5.3)控制器控制第一气缸带动第一焊枪到达固定位置,同时控制器控制第二气缸带动第二焊枪到达固定位置;
5.4)进行焊接处理,控制器控制第一伺服电机驱动第一滚珠丝杠带动夹具装置直线运动,第一焊枪和第二焊枪对待焊接件一和待焊接件二进行焊接;
5.5)夹具装置到达设定位置,焊接结束,第一焊枪和第二焊枪关闭,控制器控制第一伺服电机驱动第一滚珠丝杠带动夹具装置回到初始位置;
5.6)第一气缸带动第一焊枪复位,第二气缸带动第二焊枪复位。
本发明的有益效果是,本发明所述的自动焊接机的夹具装置、第一焊枪、第二焊枪均能够单独调节调节位置,且调节使用的设备为滚珠丝杠、气缸、伺服电机等技术成熟的装置。本发明1)能够使自动焊接机满足结构多样的减振器储油缸和防尘罩焊接需求;2)可以替代手工焊接,提高了焊接效率;3)可以替代机械手的焊接,在保证焊接质量的基础上降低了焊接成本。本发明所述的自动化焊接方法采用首尾手动操作,中间焊接过程为全自动焊接,批量焊接产品时先对试件进行反复定位、点焊确定正确焊接位置然后进行批量焊接处理,不仅提高了焊接效率,还保证了焊接的变形量,大大提高了焊接产品的质量。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明自动焊接机的立体结构示意图。
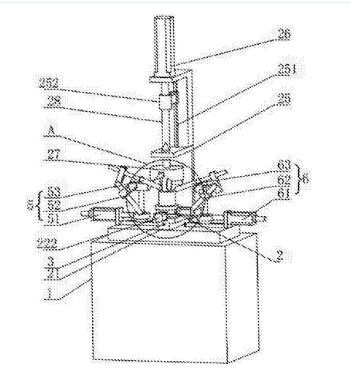
图2是图1中A处放大示意图。
图3是图1的右视图。
图中1、基台;2、夹具装置;3、第一滚珠丝杠;4、第一伺服电机;5、第一焊枪组件;6、第二焊枪组件;7、激光位移传感器;21、第一底座;22、X轴定位组件;23、Y轴定位组件;24、定位夹具;25、支架;26、第三气缸;27、和顶紧夹具;28、连接杆;51、第一气缸;52、第一焊枪机架;53、第一焊枪;61、第二气缸;62、第二焊枪机架;63、第二焊枪;100、焊接产品;101、待焊接件一;102、待焊接件二;221、第二底座;222;第二伺服电机;223、第二滚珠丝杠;231、第三底座;232、第三伺服电机;233、第三滚珠丝杠;251、线性导轨;252、限位件。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1、图2和图3所示,本发明所述的一种自动焊接机,包括基台1、夹具装置2、第一滚珠丝杠3、第一伺服电机4、第一焊枪组件5、第二焊枪组件6和控制器(图未示)。
所述夹具装置2装设在基台1上,所述夹具装置2包括第一底座21、X轴定位组件22、Y轴定位组件23、定位夹具24、支架25、第三气缸26和顶紧夹具27。所述第一底座21装设在基台1上,所述第一滚珠丝杠3穿装在第一底座21内并与第一伺服电机4连接。第一伺服电机4固定装设在基台1上,第一伺服电机4驱动第一滚珠丝杠3带动夹具装置2在基台1上做直线运动。
X轴定位组件22包括第二底座221、第二伺服电机222和第二滚珠丝杠223,第二底座221装设在第一底座21上,第二滚珠丝杠223穿装在第二底座221内,第二伺服电机222与第二滚珠丝杠223连接,第二伺服电机222固定装设在第一底座21上。
Y轴定位组件23包括第三底座231、第三伺服电机232和第三滚珠丝杠233,第三底座231装设在第二底座221上,第三滚珠丝杠233穿装在第三底座231内,第三伺服电机232与第三滚珠丝杠233连接,第三伺服电机232固定装设在第二底座221上。
定位夹具24固定装设在第三底座231上,第二滚珠丝杠223带动第二底座221运动的路线与第三滚珠丝杠233带动第三底座231运动的路线相互垂直。
支架25装设在第一底座21上,第三气缸26装设在支架25上部,第三气缸26通过连接杆28与顶紧夹具27连接,顶紧夹具27位于定位夹具24上方。所述支架25上还装设有线性导轨251和限位件252,所述限位件251一端与连接杆28固定连接,另一端与线性导轨251连接,线性导轨251的延伸方向与连接杆28的活动方向一致。
第一焊枪组件5和第二焊枪组件6装设在基台1上并分居夹具装置2两侧,第一焊枪组件5包括依次连接的第一气缸51、第一焊枪机架52和第一焊枪53,第一气缸51驱动第一焊枪机架52调整第一焊枪53的位置。第二焊枪组件6包括依次连接的第二气缸61、第二焊枪机架62和第二焊枪63,第二气缸(61)驱动第二焊枪机架62调整第二焊枪63的位置。
所述控制器为可编程控制器。所述控制器分别与第一伺服电机4、第二伺服电机222、第三伺服电机232、第一焊枪53、第二焊枪63、第一气缸51、第二气缸61和第三气缸26相连。
所述基台1上还装设有激光位移传感器7,激光位移传感器7与控制器连接,激光位移传感器7用于检测第一焊枪53和第二焊枪63的位置。
本发明所述的一种自动化焊接方法,使用上述的自动焊接机对待焊接件一101和待焊接件二102进行焊接,包括如下步骤:
1)将待焊接件一101放置在定位夹具24内,然后将待焊接件二102放置在待焊接件一101上,等待点焊处理;
2)调节X轴定位组件22和Y轴定位组件23,进行待焊接件一101与定位夹具24的位置定位;
3)调节第一焊枪53和第二焊枪63位置,对待焊接件一101和待焊接件二102进行点焊处理形成焊接产品100;
4)对焊接产品100进行尺寸测量,确认焊接产品100的合格性,若焊接产品100不合格,回到步骤2)继续处理,直至焊接产品100符合尺寸要求,试焊完成;
5)开启控制器的自动焊接程序,对待焊接件一101和待焊接件二102进行自动焊接处理,自动焊接处理包括以下步骤:
5.1)手动放置待焊接件一101和待焊接件二102;
5.2)控制器控制第三气缸26带动顶紧夹具27将待焊接件一101和待焊接件二102压紧;
5.3)控制器控制第一气缸51带动第一焊枪53到达固定位置,同时控制器控制第二气缸61带动第二焊枪63到达固定位置;
5.4)进行焊接处理,控制器控制第一伺服电机4驱动第一滚珠丝杠3带动夹具装置2直线运动,第一焊枪53和第二焊枪63对待焊接件一101和待焊接件二102进行焊接;
5.5)夹具装置2到达设定位置,焊接结束,第一焊枪53和第二焊枪63关闭,控制器控制第一伺服电机4驱动第一滚珠丝杠3带动夹具装置2回到初始位置;
5.6)第一气缸51带动第一焊枪53复位,第二气缸61带动第二焊枪63复位。
6)自动焊接完成,手动取走自动焊接完成焊接产品100。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。