本发明涉及贯流风叶制造领域,尤其涉及某种基于视觉检测的定位方法及贯流风叶自动焊接工艺。本发明的第一目的在于提供一种基于视觉检测的定位方法,该基于视觉检测的定位方法先通过缺口/圆坑进行粗定位,然后通过叶片和叶片槽精定位;从而能够保证待对接风轮的叶片和待对接轮盘的叶片槽能够精确对准。本发明的第二目的在于提供一种贯流风叶自动焊接工艺,该贯流风叶自动焊接工艺采用上述基于视觉检测的定位方法,从而能够达到快速、准确定位焊接的目的。
1.某种基于视觉检测的定位方法,其特征在于:包括如下步骤 S1,拍摄待对接风轮上的轮盘侧的正投影视图,获取待对接风轮的圆心坐标0 1; S2,获取待对接风轮的轮盘上的缺口/圆坑T的坐标; S3,基于缺口/圆坑T的位置,控制待对接风轮沿其圆心转动一定角度,使待对接风轮的缺口/圆坑T与待对接轮盘的缺口/圆坑T相对准; S4,拍摄待对接风轮上的叶片侧的正投影视图,寻找待对接风轮的叶片外圆轮廓,获得圆心坐标0 2; S5,寻找待对接风轮上的缺口/圆坑T以及相邻的两个叶片,计算两个叶片与待对接风轮圆心坐标0 2的夹角角平分线,获得准确的角度数据α; S6,拍摄待对接轮盘上的轮盘侧的正投影视图,获取待对接轮盘的圆心坐标0 3; S7,获取待对接轮盘上的缺口/圆坑T以及相邻的两个叶片槽,计算出两个叶片槽与待对接轮盘圆心坐标0 3的夹角角平分线,获得准确的角度数据β; S8,基于角度数据α和角度数据β的差值,控制待对接风轮沿圆心坐标0 2旋转一定的相位角,使叶片与叶片槽相对应; S9,控制待对接风轮下行与待对接轮盘相对接。
2.根据权利要求1所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S1具体是:在待对接风轮上的轮盘侧的正投影视图中,使用检测圆工具,定位风轮的外圆轮廓,获得圆心坐标0 1。
3.根据权利要求1所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S2具体包括: 步骤S2.1,在待对接风轮上的轮盘侧的正投影视图中,使用工具定位缺口/圆坑T区域的大概位置; 步骤S2.2,使用检测工具,定位缺口/圆坑T的中心位置,获得准确中心坐标。

4.根据权利要求3所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S3具体包括: 步骤S3.1,使用过两点直线工具,将缺口/圆坑T的中心位置与待对接风轮的圆心坐标0 1连接,获得直线A; 步骤S3.2,计算直线A与基准线B之间的夹角; 步骤S3.3,机械手抓取待对接风轮沿其圆心转动对应角度。
5.根据权利要求1所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S4具体是:拍摄待对接风轮上的叶片侧的正投影视图,使用检测圆工具,寻找待对接风轮的叶片外圆轮廓,获得圆心坐标0 2;该步骤中比对圆心坐标0 2和圆心坐标0 1的偏移程度可判断叶片变形量。
6.根据权利要求1所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S5具体是: 步骤S5.1,待对接风轮上的正投影视图中获取缺口/圆坑T以及相邻的两个叶片大致位置; 步骤S5.2,使用凹凸点位置工具获取的两个叶片的小端内外端部坐标; 步骤S5.3,使用两点间中点工具,在叶片的小端内外端部坐标的基础上获得中间位置点坐标; 步骤S5.4,使用过两点直线工具,两个叶片的中间位置点坐标分别与圆心坐标0 2连线,获得两条直线C; 步骤S5.5,使用角平分线工具,获得两条直线C的角平分线D,计算角平分线D与基准线B之间的角度数据α。
7.根据权利要求1所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S6具体包括 在待对接轮盘上的正投影视图中,使用检测圆工具,定位待对接轮盘的外圆轮廓,获得圆心坐标0 3。
8.根据权利要求1所述的某种基于视觉检测的定位方法,其特征在于:所述步骤S7具体包括 步骤S7.1,待对接轮盘上的正投影视图中获取缺口/圆坑T以及相邻的两个叶片槽大致位置; 步骤S7.2,使用凹凸点位置工具获取的两个叶片槽的内外端部坐标; 步骤S7.3,使用两点间中点工具,在叶片槽的内外端部坐标的基础上获得中间位置点坐标; 步骤S7.4,使用过两点直线工具,两个叶片的中间位置点坐标分别与待对接轮盘的圆心坐标0 3连线,获得两条直线E; 步骤S7.5,使用角平分线工具,获得两条直线E的角平分线F,计算角平分线F与基准线B之间的角度数据β。

9.某种贯流风叶自动焊接工艺,其特征在于;采用如下焊接步骤: 步骤ss1,机械手夹持钢轴盘,将钢轴盘放置于焊接工位上; 步骤ss2,基于权利要求1-8中任一项所述的基于视觉检测的定位方法,将中风轮与钢轴盘定位并进行焊接; 步骤ss3,基于权利要求1-8中任一项所述的基于视觉检测的定位方法,将上侧中风轮与下侧中风轮定位并进行焊接; 步骤ss4,重复上述步骤ss3,直至中风轮数量满足设定要求; 步骤ss5,基于权利要求1-8中任一项所述的基于视觉检测的定位方法,将橡轮与最上侧中风轮定位并进行焊接。
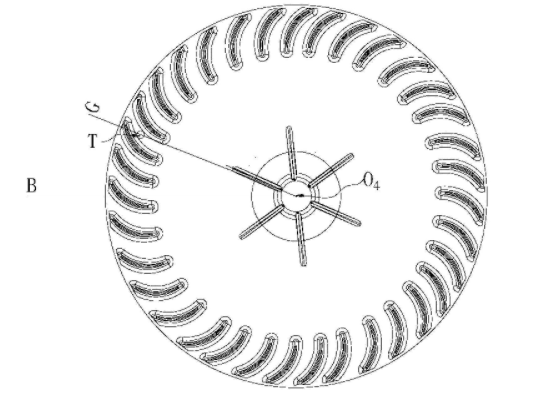
10.根据权利要求9所述的某种贯流风叶自动焊接工艺,其特征在于;所述步骤ss1具体包括: 步骤ss1.1,机械手夹持钢轴盘,摄像机拍摄钢轴盘的轮盘侧正投影视图,使用检测圆工具获得钢轴盘的圆心坐标O 4; 步骤ss1.2,在钢轴盘的轮盘侧正投影视图中,使用轮廓位置工具,获得缺口/圆坑T的位置信息; 步骤ss1.3,使用检测工具定位缺口/圆坑T的中心位置,获得准确中心坐标; 步骤ss1.4,使用过两点直线工具,将缺口/圆坑T的中心位置与钢轴盘的圆心坐标连接,获得直线G; 步骤ss1.5,计算直线与基准线B之间的夹角,机械手抓取钢轴盘并驱动沿其圆心转动对应角度放置到焊接工位上。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























