申请号:CN201610971425.6
申请日: 2016-10-28
公开(公告)号:CN106312274B
公开(公告)日:2018-11-13
发明人:吴珊珊;杨永峰;倪明之;胡涌泉;姚维兵;赵志成
申请(专利权)人:明珞汽车装备(上海)有限公司 , 广州
代理机构:广州嘉权专利商标事务所有限公司
代理人:谭英强;庞学哲
申请人地址:广东省广州市广州高新技术产业开发区科学城开源大道11号C3栋首层A单元、二层
1.一种角座自动化焊接设备,其特征在于:包括自动焊接系统和柔性框架,所述柔性框架上设有可定位夹紧角座的夹具单元,所述夹具单元包括基板、垂直安装在基板顶部的靠板、可将角座的短立板贴附靠板夹紧的短立板夹紧单元、可将角座的长立板贴附基板夹紧的长立板夹紧单元以及可将加强筋夹紧在长立板和短立板夹角内侧的加强筋夹紧单元,所述夹具单元的基板安装在柔性框架上,还包括用于压紧加强筋的平移夹紧单元,所述平移夹紧单元包括采用第五连接块沿前后方向安装在基板底部的无杆气缸,所述无杆气缸的滑块部分通过连接板与驱动杆相连,所述驱动杆的上端穿过基板伸至基板上侧,驱动杆的顶端设有可使加强筋与短立板贴合的压紧块。
2.根据权利要求1所述的角座自动化焊接设备,其特征在于:所述加强筋夹紧单元包括第一气缸、连接臂和加强筋夹紧臂,所述连接臂通过支座安装在靠板的背侧,连接臂的一端与第一气缸铰接,另一端与加强筋夹紧臂连接,加强筋夹紧臂上设有可供加强筋嵌入的定位槽,所述第一气缸可驱动连接臂绕支座往复摆动,并使加强筋夹紧臂向下运动而夹紧加强筋或者向上运动而释放加强筋。
3.根据权利要求2所述的角座自动化焊接设备,其特征在于:所述连接臂在连接加强筋夹紧臂的一端设有非圆形的插孔,加强筋夹紧臂上设有可插入所述插孔内的插接块,所述基板上于加强筋夹紧单元的一侧设有可放置加强筋夹紧臂的备件箱。
4.根据权利要求1所述的角座自动化焊接设备,其特征在于:所述短立板夹紧单元包括通过第一连接块安装在靠板背侧的第二气缸、由所述第二气缸驱动前后运动的第一驱动座以及对称布置的两个第一压紧臂,所述第一驱动座的两端设有连接所述第一压紧臂的第一铰接座,所述第一压紧臂的前端穿过靠板伸至靠板前侧,第一压紧臂的后端与对应的第一铰接座铰接,所述靠板背侧设有对应两第一压紧臂设置的第二连接块,所述第二连接块上设有第一导向销,所述第一压紧臂上设有与第一导向销配合的第一导向槽,在第一导向槽和第一导向销的作用下,两第一压紧臂向后运动时相互靠拢,两第一压紧臂向前运动时相互分离。
5.根据权利要求1所述的角座自动化焊接设备,其特征在于:长立板夹紧单元包括左、右对称布置的长立板侧夹紧单元,长立板侧夹紧单元包括采用第三连接块安装在基板底部的第三气缸、由所述第三气缸驱动上下运动的第二驱动座以及对称布置的两个第二压紧臂,所述第二驱动座的两端设有连接所述第二压紧臂的第二铰接座,所述第二压紧臂的上端穿过基板伸至基板上侧,第二压紧臂的下端与对应的第二铰接座铰接,所述基板底部设有对应两第二压紧臂设置的第四连接块,所述第四连接块上设有第二导向销,所述第二压紧臂上设有与第二导向销配合的第二导向槽,在第二导向槽和第二导向销的作用下,两长立板侧夹紧单元的第二压紧臂向下运动时相互靠拢,两长立板侧夹紧单元的第二压紧臂向上运动时相互分离。
6.根据权利要求1所述的角座自动化焊接设备,其特征在于:驱动杆的顶端设有轮座,所述压紧块采用通过轮轴安装在轮座上的滚轮,所述滚轮上设有可与加强筋配合的环槽。
7.根据权利要求1所述的角座自动化焊接设备,其特征在于:所述自动焊接系统包括基体、焊枪、距离传感器、机器人;所述机器人安装在基体上;所述焊枪安装在机器人六轴端部;所述距离传感器安装在焊枪上。
8.根据权利要求1所述的角座自动化焊接设备,其特征在于:所述柔性框架包括主体框架和横梁,所述主体框架和横梁上均设有若干固定孔,固定孔内设有定位销安装座或螺栓安装座,所述横梁通过螺栓及定位销安装在主体框架上。
9.根据权利要求8所述的角座自动化焊接设备,其特征在于:还包括变位机,柔性框架横跨连接变位机,使由两个独立部分组成的变位机连成一个整体,并一并安装在底座上。
技术领域
本发明用于汽车焊装设备零部件生产自动化制造技术领域,特别是涉及一种角座自动化焊接设备。
背景技术
角座作为一种常用的定位部件,参照图1,其主要结构包括短立板11、长立板12和加强筋13,短立板11和长立板12垂直焊接,加强筋13则焊接在短立板11、长立板12的夹角内侧。目前角座的生产基本采用人工装夹定位并通过手工电弧焊设备进行焊接,没有一套专门的装夹定位工具,特别是角座加强筋的焊接,无法准确对中,导致角座焊接成型尺寸参差不齐。角座焊接工艺过程繁琐,每焊接一条焊缝都需要人工重新装夹定位,一个角座的生产至少需要反复四次装夹并焊接,耗费工人较多的精力与时间,且装夹时间往往比实际焊接时间长,即有效产能低,致使角座生产成本高,且直接影响生产效率。人工焊接需要近距离接触弧焊设备,长期高温高热工作对工人身体健康有一定的危害。
发明内容
为解决上述问题,本发明提供一种角座自动化焊接设备,作为专门的快速装夹定位夹具,通过一次人工上件,自动完成所有焊接流程。
本发明解决其技术问题所采用的技术方案是:一种角座自动化焊接设备,包括自动焊接系统和柔性框架,所述柔性框架上设有可定位夹紧角座的夹具单元,所述夹具单元包括基板、垂直安装在基板顶部的靠板、可将角座的短立板贴附靠板夹紧的短立板夹紧单元、可将角座的长立板贴附基板夹紧的长立板夹紧单元以及可将加强筋夹紧在长立板和短立板夹角内侧的加强筋夹紧单元,所述夹具单元的基板安装在柔性框架上。
进一步作为本发明技术方案的改进,所述加强筋夹紧单元包括第一气缸、连接臂和加强筋夹紧臂,所述连接臂通过支座安装在靠板的背侧,连接臂的一端与第一气缸铰接,另一端与加强筋夹紧臂连接,加强筋夹紧臂上设有可供加强筋嵌入的定位槽,所述第一气缸可驱动连接臂绕支座往复摆动,并使加强筋夹紧臂向下运动而夹紧加强筋或者向上运动而释放加强筋。
进一步作为本发明技术方案的改进,所述连接臂在连接加强筋夹紧臂的一端设有非圆形的插孔,加强筋夹紧臂上设有可插入所述插孔内的插接块,所述基板上于加强筋夹紧单元的一侧设有可放置加强筋夹紧臂的备件箱。
进一步作为本发明技术方案的改进,所述短立板夹紧单元包括通过第一连接块安装在靠板背侧的第二气缸、由所述第二气缸驱动前后运动的第一驱动座以及对称布置的两个第一压紧臂,所述第一驱动座的两端设有连接所述第一压紧臂的第一铰接座,所述第一压紧臂的前端穿过靠板伸至靠板前侧,第一压紧臂的后端与对应的第一铰接座铰接,所述靠板背侧设有对应两第一压紧臂设置的第二连接块,所述第二连接块上设有第一导向销,所述第一压紧臂上设有与第一导向销配合的第一导向槽,在第一导向槽和第一导向销的作用下,两第一压紧臂向后运动时相互靠拢,两第一压紧臂向前运动时相互分离。
进一步作为本发明技术方案的改进,长立板夹紧单元包括左、右对称布置的长立板侧夹紧单元,长立板侧夹紧单元包括采用第三连接块安装在基板底部的第三气缸、由所述第三气缸驱动上下运动的第二驱动座以及对称布置的两个第二压紧臂,所述第二驱动座的两端设有连接所述第二压紧臂的第二铰接座,所述第二压紧臂的上端穿过基板伸至基板上侧,第二压紧臂的下端与对应的第二铰接座铰接,所述基板底部设有对应两第二压紧臂设置的第四连接块,所述第四连接块上设有第二导向销,所述第二压紧臂上设有与第二导向销配合的第二导向槽,在第二导向槽和第二导向销的作用下,两长立板侧夹紧单元的第二压紧臂向下运动时相互靠拢,两长立板侧夹紧单元的第二压紧臂向上运动时相互分离。
进一步作为本发明技术方案的改进,还包括用于压紧加强筋的平移夹紧单元,所述平移夹紧单元包括采用第五连接块沿前后方向安装在基板底部的无杆气缸,所述无杆气缸的滑块部分通过连接板与驱动杆相连,所述驱动杆的上端穿过基板伸至基板上侧,驱动杆的顶端设有可使加强筋与短立板贴合的压紧块。
进一步作为本发明技术方案的改进,驱动杆的顶端设有轮座,所述压紧块采用通过轮轴安装在轮座上的滚轮,所述滚轮上设有可与加强筋配合的环槽。
进一步作为本发明技术方案的改进,所述自动焊接系统包括基体、焊枪、距离传感器、机器人;所述机器人安装在基体上;所述焊枪安装在机器人六轴端部;所述距离传感器安装在焊枪上。
进一步作为本发明技术方案的改进,所述柔性框架包括主体框架和横梁,所述主体框架和横梁上均设有若干固定孔,固定孔内设有定位销安装座或螺栓安装座,所述横梁通过螺栓及定位销安装在主体框架上。
进一步作为本发明技术方案的改进,还包括变位机,柔性框架横跨连接变位机,使由两个独立部分组成的变位机连成一个整体,并一并安装在底座上。
本发明的有益效果:本发明采用可变位快速装夹定位夹具与机器人弧焊组合为一体的柔性生产设备,解决了角座焊接质量受制于工人技术水平的难题,提高了角座焊接生产的自动化程度和产能;采用自动焊接系统进行自动焊接,大大降低工人劳动强度,释放劳动力;采用柔性框架,只需变换夹具部分,同样适用于其他零部件的各个方位的焊接需求。
附图说明
下面结合附图对本发明作进一步说明:
图1是角座结构示意图;
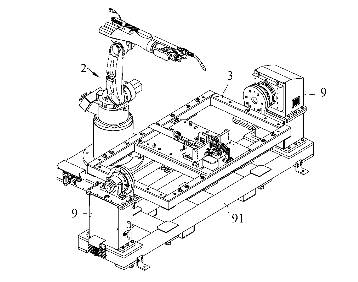
图2是本发明整体结构示意图;
图3是本实用夹具单元结构示意图;
图4是本实用加强筋夹紧单元结构示意图;
图5是本发明短立板夹紧单元结构示意图;
图6是本发明长立板夹紧单元结构示意图;
图7是本发明平移夹紧单元结构示意图;
图8是本发明柔性框架结构示意图。
具体实施方式
参照图1-图8,其显示出了本发明之较佳实施例的具体结构。以下将详细说明本发明各元件的结构特点,而如果有描述到方向( 上、下、左、右、前及后) 时,是以图2所示的结构为参考描述,但本发明的实际使用方向并不局限于此。
本发明提供了一种角座自动化焊接设备,参见图2,包括自动焊接系统2和柔性框架3,所述自动焊接系统2包括基体、焊枪、距离传感器、机器人;所述机器人安装在基体上;所述焊枪安装在机器人六轴端部;所述距离传感器安装在焊枪上。参见图8,所述柔性框架3包括主体框架31和横梁32,所述主体框架31和横梁32上均设有若干固定孔,固定孔内设有定位销安装座或螺栓安装座,所述横梁通过螺栓及定位销安装在主体框架31上。这些固定孔是按照一定的距离合理分布的,考虑到经常拆装螺栓及定位销会使螺孔及销孔磨损,固不在主体框架31上直接打孔,而是通过可替换易损件的方式使用定位销安装座及螺栓安装座安装在主体框架31上;横梁32是通过螺栓及定位销安装在主体框架31的下表面,主体框架31下表面也是按照一定的距离分布有螺孔与销孔,安装横梁32可以根据实际需求变换尺寸,从而达到柔性的目的。
参见图3,所述柔性框架3上设有可定位夹紧角座的夹具单元,所述夹具单元包括基板41、垂直安装在基板41顶部的靠板42、可将角座的短立板11贴附靠板夹紧的短立板夹紧单元5、可将角座的长立板12贴附基板41夹紧的长立板夹紧单元6以及可将加强筋13夹紧在长立板12和短立板11夹角内侧的加强筋夹紧单元7,所述基板41的顶部和靠板42的前侧均设有若干对中块43,分别用于定位长立板12和短立板11,所述夹具单元的基板41安装在柔性框架3上。
其中,参见图4,所述加强筋夹紧单元7包括第一气缸71、连接臂72和加强筋夹紧臂73,第一气缸71采用薄型气缸,加强筋夹紧臂73采用铜制夹紧臂,所述连接臂72通过支座74安装在靠板42的背侧,连接臂72的一端与第一气缸71铰接,另一端与加强筋夹紧臂73连接,加强筋夹紧臂73上设有可供加强筋13嵌入的定位槽75,所述第一气缸71可驱动连接臂72绕支座74往复摆动,并使加强筋夹紧臂73向下运动而夹紧加强筋13或者向上运动而释放加强筋13。所述连接臂72在连接加强筋夹紧臂73的一端设有非圆形的插孔,加强筋夹紧臂73上设有可插入所述插孔内的插接块76,所述基板41上于加强筋夹紧单元7的一侧设有可放置加强筋夹紧臂73的备件箱77,加强筋夹紧臂73为快速插拔的安装方式安装在连接臂72上,换下来的加强筋夹紧臂73放置到备件箱77内。
参见图5,所述短立板夹紧单元5包括通过第一连接块51安装在靠板42背侧的第二气缸52、由所述第二气缸52驱动前后运动的第一驱动座53以及对称布置的两个第一压紧臂54,第二气缸52采用双导杆气缸,所述第一驱动座53的两端设有连接所述第一压紧臂54的第一铰接座55,所述第一压紧臂54的前端穿过靠板42伸至靠板42前侧,第一压紧臂54的后端与对应的第一铰接座53铰接,所述靠板42背侧设有对应两第一压紧臂54设置的第二连接块56,所述第二连接块56上设有第一导向销57,所述第一压紧臂54上设有与第一导向销57配合的第一导向槽,在第一导向槽和第一导向销57的作用下,使第一压紧臂54具有理想的运动轨迹,即两第一压紧臂54向后运动时相互靠拢,完成夹紧动作,两第一压紧臂54向前运动时相互分离,方便短立板11取放。
参见图6,长立板夹紧单元6包括左、右对称布置的长立板侧夹紧单元,长立板侧夹紧单元与短立板夹紧单元5结构基本一致,该单元用于定位角座的长立板12,使长立板12与基板41贴紧,长立板侧夹紧单元包括采用第三连接块61安装在基板41底部的第三气缸62、由所述第三气缸62驱动上下运动的第二驱动座63以及对称布置的两个第二压紧臂64,所述第二驱动座63的两端设有连接所述第二压紧臂64的第二铰接座65,所述第二压紧臂64的上端穿过基板41伸至基板41上侧,第二压紧臂64的下端与对应的第二铰接座65铰接,所述基板41底部设有对应两第二压紧臂64设置的第四连接块66,所述第四连接块66上设有第二导向销67,所述第二压紧臂64上设有与第二导向销67配合的第二导向槽,在第二导向槽和第二导向销67的作用下,两长立板侧夹紧单元的第二压紧臂64向下运动时相互靠拢,完成夹紧动作,两长立板侧夹紧单元的第二压紧臂64向上运动时相互分离,方便长立板12取放。
参见图7,还包括用于压紧加强筋的平移夹紧单元8,所述平移夹紧单元8包括采用第五连接块80沿前后方向安装在基板41底部的无杆气缸81,所述无杆气缸81的滑块部分通过连接板82与驱动杆83相连,所述驱动杆83的上端穿过基板41伸至基板41上侧,驱动杆83的顶端设有可使加强筋13与短立板12贴合的压紧块。驱动杆83的顶端设有轮座84,所述压紧块采用通过轮轴85安装在轮座84上的滚轮86,所述滚轮86上设有可与加强筋13配合的环槽,滚轮86形成一个可回转的并能水平移动的压紧轮,水平压紧加强筋13,使加强筋13与短立板11贴合。
还包括变位机9,所述变位机9包括机体、左侧安装座、右侧安装座、伺服电机、减速机、轴承、轴承座、插销、接近开关。所述右侧安装座与右侧安装座同时装于机体上;所述伺服电机与减速机连接安装于左侧安装座上;轴承藏在轴承座内并安装在右侧安装座上;插销与接近开关安装在右侧安装座上。柔性框架横跨连接变位机,使由两个独立部分组成的变位机连成一个整体,并一并安装在底座91上。
本发明采用可变位快速装夹定位夹具与机器人弧焊组合为一体的柔性生产设备,解决了角座焊接质量受制于工人技术水平的难题,提高了角座焊接生产的自动化程度和产能;采用机器人弧焊设备进行自动焊接,大大降低工人劳动强度,释放劳动力;采用柔性框架,更大程度地扩展了变位机及机器人的功能,不单单局限于角座的焊接,只需变换夹具部分,同样适用于其他零部件的各个方位的焊接需求。
当然,本发明创造并不局限于上述实施方式,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出等同变形或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。