申请号:CN201711017391.8
申请日:2017-10-26
公开(公告)号:CN107553028A
公开(公告)日:2018-01-09
发明人:王宾;陈明鑫;赵瑞;桑大群;汪小霞
申请(专利权)人:安徽江淮汽车集团股份有限公司
代理机构:北京维澳专利代理有限公司
代理人:周放;尚世浩
申请人地址:安徽省合肥市桃花工业园始信路669号
1.一种卡车顶盖自动化焊接设备,其特征在于:包括滑台机构(1)、夹具(2)、机器人焊接系统(3)及补焊定位机构(4);所述滑台机构(1)具有可水平移动的工作台(11),所述夹具(2)固定在所述工作台(11)上,对工件进行固定;所述机器人焊接系统(3)设于所述滑台机构(1)的两侧,对所述工件进行焊接;所述补焊定位机构(4)包括定位支架(41)、提升机构(42)、抓具(43)及抓具定位机构(44);所述提升机构(42)竖直可移动地安装在所述定位支架(41)上,所述抓具(43)安装在所述提升机构(42)的底部,位于所述滑台机构(1)的上方,在所述提升机构(42)的带动下作竖直运动;所述抓具定位机构(44)固定在所述定位支架(41)上,并对所述抓具(43)进行定位。
2.根据权利要求1所述的卡车顶盖自动化焊接设备,其特征在于:所述滑台机构(1)还包括滑台底座(12)和驱动所述工作台(11)在所述滑台底座(12)上移动的驱动装置(13),所述滑台底座(12)上设有导轨(121),所述工作台(11)的底部设有与所述导轨(121)匹配的导槽(111)。
3.根据权利要求2所述的卡车顶盖自动化焊接设备,其特征在于:所述驱动装置(13)包括固定在所述工作台(11)底部的电机(131)和固定在所述滑台底座(12)上的齿条(132),所述电机(131)上安装有与所述齿条(132)啮合的齿轮(133)。
4.根据权利要求1所述的卡车顶盖自动化焊接设备,其特征在于:所述提升机构(42)包括提升组件(421)、提升驱动组件(422)及提升开关组件(423);所述提升组件(421)与所述定位支架(41)竖直滑动连接,所述提升组件(421)的底部固定所述抓具(43);所述提升驱动组件(422)刚性连接在所述定位支架(41)上,并带动所述提升组件(421)作竖直运动;所述提升开关组件(423)刚性连接在所述定位支架(41)上,并控制所述提升组件(421)的行程。
5.根据权利要求4所述的卡车顶盖自动化焊接设备,其特征在于:所述提升机构(42)还包括支撑架(424),所述支撑架(424)刚性连接在所述定位支架(41)上,所述提升组件(421)与所述支撑架(424)竖直滑动连接;所述提升组件(421)包括提升杆(4211)和安装在所述支撑架(424)上的导向座(4212),所述提升杆(4211)的底部固定所述抓具(43),所述提升杆(4211)的侧面设有竖直的提升导轨(4213),所述导向座(4212)上设有与所述提升导轨(4213)匹配的提升导槽(4214)。
6.根据权利要求5所述的卡车顶盖自动化焊接设备,其特征在于:所述提升驱动组件(422)包括提升电机(4221)和安装所述提升电机(4221)的电机支座(4222),所述电机支座(4222)固定在所述支撑架(424)上,所述提升电机(4221)的输出端连接有提升齿轮(4223),所述提升齿轮(4223)与竖直固定在所述提升杆4211上的提升齿条(4215)啮合。
7.根据权利要求4所述的卡车顶盖自动化焊接设备,其特征在于:所述提升开关组件(423)包括上光电感应板(4231)、下光电感应板(4232)、上光电感应器(4233)及下光电感应器(4234);所述上光电感应板(4231)和所述下光电感应板(4232)分别设置在所述提升组件(421)上,所述上光电感应板(4231)和所述下光电感应板(4232)之间的竖直距离及所述下光电感应板(4232)距离所述抓具(43)的竖直距离均根据卡车顶盖的高度设置;所述上光电感应器(4233)和所述下光电感应器(4234)均安装在所述定位支架(41)上,分别用于接收所述上光电感应板(4231)和所述下光电感应板(4232)的感应信号,所述上光电感应器(4233)和所述下光电感应器(4234)均与所述提升驱动组件(422)的光电感应开关电联接。
8.根据权利要求4所述的卡车顶盖自动化焊接设备,其特征在于:所述抓具(43)包括抓具本体(431)、抓具定位销(432)、板件定位销组件(433)及板件夹紧组件(434);所述抓具定位销(432)固定在所述抓具本体(431)的顶面,与所述抓具定位机构(44)的定位销套(441)匹配;所述板件定位销组件(433)固定在所述抓具本体(431)的底面,所述板件定位销组件(433)的板件定位销(4331)与待焊板件上的定位孔匹配;所述板件夹紧组件(434)固定在所述抓具本体(431)的底面,在所述板件定位销组件(433)的定位销进入所述待焊板件上的定位孔后,所述板件夹紧组件(434)将所述待焊板件夹紧。
9.根据权利要求8所述的卡车顶盖自动化焊接设备,其特征在于:所述抓具定位机构(44)还包括抓具定位机构本体(442)和抓具夹紧组件(443);所述抓具定位机构本体(442)的上端安装在所述定位支架(41)上,所述抓具定位机构本体(442)的下端安装有所述定位销套(441)和所述抓具夹紧组件(443)。
10.一种卡车顶盖自动化焊接工艺,其特征在于:应用权利要求1-9任一项所述的卡车顶盖自动化焊接设备,依次包括以下步骤:a)打开固定在可移动工作台(11)上的夹具(2),对待焊板件进行定位上件;b)通过移动所述工作台(11)将所述待焊板件移动到焊接工位,采用机器人焊接系统(3)对所述待焊板件进行固定点的焊接,将各所述待焊板件固定在一起得到顶盖半成品;c)固定点焊接完成后,打开所述夹具(2),采用补焊定位机构(4)将顶盖半成品提升至空中;d)所述机器人焊接系统(3)在空中完成剩余焊点的补焊,同时,所述工作台(11)带着所述夹具(2)退回至上件工位。
技术领域
本发明涉及一种焊接设备及焊接工艺,特别是一种卡车顶盖自动化焊接设备及焊接工艺。
背景技术
汽车白车身由若干分总成拼焊而成,顶盖就是分总成之一。而卡车特别是重卡的顶盖造型属于盒形结构,如图1和图2所示,由前板01、后板、左板02、右板03及中板04多块外板及骨架焊接而成,造型复杂,夹具定位也比较复杂,最主要的是顶盖高度落差较大,若采用现有的焊接方式,夹具05的顶升机构需要很长的行程,过长的行程导致定位不稳定,出现定位偏差,不利于自动化焊接。
发明内容
本发明的目的是提供一种卡车顶盖自动化焊接工艺,以解决现有技术中的不足,它能够实现盒形的卡车顶盖的自动化焊接,减少了操作人员的工作量和工作强度,提高了卡车顶盖的生产效率。
为实现上述目的,本发明提供了如下的技术方案:
一种卡车顶盖自动化焊接设备,包括滑台机构、夹具、机器人焊接系统及补焊定位机构;
所述滑台机构具有可水平移动的工作台,所述夹具固定在所述工作台上,对工件进行固定;所述机器人焊接系统设于所述滑台机构的两侧,对所述工件进行焊接;
所述补焊定位机构包括定位支架、提升机构、抓具及抓具定位机构,所述提升机构竖直可移动地安装在所述定位支架上,所述抓具安装在所述提升机构的底部,位于所述滑台机构的上方,在所述提升机构的带动下作竖直运动,所述抓具定位机构固定在所述定位支架上,并对所述抓具进行定位。
前述的卡车顶盖自动化焊接设备,优选地,所述滑台机构还包括滑台底座和驱动所述工作台在所述滑台底座上移动的驱动装置,所述滑台底座上设有导轨,所述工作台的底部设有与所述导轨匹配的导槽。
前述的卡车顶盖自动化焊接设备,优选地,所述驱动装置包括固定在所述工作台底部的电机和固定在所述滑台底座上的齿条,所述电机上安装有与所述齿条啮合的齿轮。
前述的卡车顶盖自动化焊接设备,优选地,所述提升机构包括提升组件、提升驱动组件及提升开关组件;
所述提升组件与所述定位支架竖直滑动连接,所述提升组件的底部固定所述抓具;
所述提升驱动组件刚性连接在所述定位支架上,并带动所述提升组件作竖直运动;
所述提升开关组件刚性连接在所述定位支架上,并控制所述提升组件的行程。
前述的卡车顶盖自动化焊接设备,优选地,所述提升机构还包括支撑架,所述支撑架刚性连接在所述定位支架上,所述提升组件与所述支撑架竖直滑动连接;
所述提升组件包括提升杆和安装在所述支撑架上的导向座,所述提升杆的底部固定所述抓具,所述提升杆的侧面设有竖直的提升导轨,所述导向座上设有与所述提升导轨匹配的提升导槽。
前述的卡车顶盖自动化焊接设备,优选地,所述提升驱动组件包括提升电机和安装所述提升电机的电机支座,所述电机支座固定在所述支撑架上,所述提升电机的输出端连接有提升齿轮,所述提升齿轮与竖直固定在所述提升杆4211上的提升齿条啮合。
前述的卡车顶盖自动化焊接设备,优选地,所述提升开关组件包括上光电感应板、下光电感应板、上光电感应器及下光电感应器;
光电感应板距离所述抓具的竖直距离均根据卡车顶盖的高度设置;
所述上光电感应器和所述下光电感应器均安装在所述定位支架上,分别用于接收所述上光电感应板和所述下光电感应板的感应信号,所述上光电感应器和所述下光电感应器均与所述提升驱动组件的光电感应开关电联接。
前述的卡车顶盖自动化焊接设备,优选地,所述抓具包括抓具本体、抓具定位销、板件定位销组件及板件夹紧组件;
所述抓具定位销固定在所述抓具本体的顶面,与所述抓具定位机构的定位销套匹配;
所述板件定位销组件固定在所述抓具本体的底面,所述板件定位销组件的板件定位销与待焊板件上的定位孔匹配;
所述板件夹紧组件固定在所述抓具本体的底面,在所述板件定位销组件的定位销进入所述待焊板件上的定位孔后,所述板件夹紧组件将所述待焊板件夹紧。
前述的卡车顶盖自动化焊接设备,优选地,所述抓具定位机构还包括抓具定位机构本体和抓具夹紧组件;
所述抓具定位机构本体的上端安装在所述定位支架上,所述抓具定位机构本体的下端安装有所述定位销套和所述抓具夹紧组件。
一种卡车顶盖自动化焊接工艺,应用上述卡车顶盖自动化焊接设备,依次包括以下步骤:
a)打开固定在可移动工作台上的夹具,对待焊板件进行定位上件;
b)通过移动所述工作台将所述待焊板件移动到焊接工位,采用机器人焊接系统对所述待焊板件进行固定点的焊接,将各所述待焊板件固定在一起得到顶盖半成品;
c)固定点焊接完成后,打开所述夹具,采用补焊定位机构将顶盖半成品提升至空中;
d)所述机器人焊接系统在空中完成剩余焊点的补焊,同时,所述工作台带着所述夹具退回至上件工位。
与现有技术相比,本发明通过设置可以将工件提升至空中的补焊定位机构,在空中采用机器人焊机系统对顶盖半成品进行剩余焊点的补焊,补焊时不需夹具固定,就不会出现夹具影响焊枪的情况,可以对卡车顶盖进行充分焊接;采用可移动的工作台,在卡车顶盖的制作过程中,实现了对待焊板件及顶盖半成品的自动化输送,补焊定位机构的抓具可以自动抓取顶盖半成品,补焊定位机构的抓具定位机构可以对抓着顶盖半成品的抓具进行精定位和固定,然后机器人焊接系统可以对顶盖半成品按照设定的程序进行自动补焊,实现了卡车顶盖的自动化焊接;还可以通过设置多组夹具或设置可以更换的夹具,进而实现多种车型顶盖的自动化焊接;采用本发明提供的焊接设备和焊接工艺,减少了操作人员工的作量和工作强度,提高了卡车顶盖的生产效率。
附图说明
图1是现有技术中卡车顶盖的结构示意图;
图2是现有技术中卡车顶盖焊接时采用夹具固定的固定状态示意图;
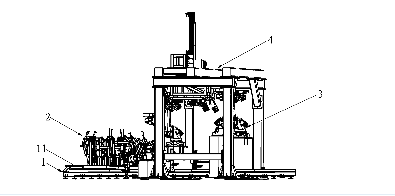
图3是本发明提供的卡车顶盖自动化焊接设备的结构示意图;
图4是补焊定位机构的结构示意图;
图5是本发明某实施例提供的卡车顶盖自动化焊接设备的轴侧结构示意图(具有两组夹具);
图6是本发明某实施例提供的卡车顶盖自动化焊接设备的俯视结构示意图(具有两组夹具);
图7是滑台机构的结构示意图;
图8是定位支架的结构示意图;
图9是提升机构的轴侧结构示意图;
图10是提升机构的后视结构示意图;
图11是提升组件的结构示意图;
图12是提升组件的分解结构示意图
图13是导向座的结构示意图;
图14是提升导槽的结构示意图;
图15是支撑架的结构示意图;
图16是提升驱动组件的轴侧结构示意图;
图17是提升驱动组件的剖视结构示意图;
图18是提升开关组件的各部件位置关系图(图中上光电感应板未示出);
图19是抓具的轴侧结构示意图;
图20是抓具的俯视结构示意图;
图21是板件定位销组件的结构示意图;
图22是仿形支撑块组件的结构示意图;
图23是铜排组件的结构示意图;
图24是抓具定位机构的结构示意图;
图25是安装有定位销套额第三转接块的结构示意图。
附图标记说明:
图1-2中:
01-前板,02-左板,03-右板,04-中板,05-夹具;
图3-25中:
1-滑台机构,11-工作台,111-导槽,112-第一连接板,12-滑台底座,121-导轨,13-驱动装置,131-电机,132-齿条,133-齿轮,14-滑台支脚,2-夹具,3-机器人焊接系统,4-补焊定位机构,41-定位支架,411-立柱,412-横梁,413-斜撑,414-配焊板,415-调平螺栓,42-提升机构,421-提升组件,4211-提升杆,4212-导向座,4213-提升导轨,4214-提升导槽,4215-提升齿条,422-提升驱动组件,4221-提升电机,4222-电机支座,4223-提升齿轮,4224-联轴器,4225-转轴,4226-轴承座,4227-平键,423-提升开关组件,4231-上光电感应板,4232-下光电感应板,4233-上光电感应器,4234-下光电感应器,4235-行程阀,4236-第一转接块,424-支撑架,4241-转接板,43-抓具,431-抓具本体,432-抓具定位销,433-板件定位销组件,4331-板件定位销,4332-第二转接块,434-板件夹紧组件,435-第二连接板,436-感应装置,437-仿形支撑块组件,4371-仿形块,438-铜排组件,4381-铜排,439-垫板,44-抓具定位机构,441-定位销套,442-抓具定位机构本体,443-抓具夹紧组件,444-第三连接板,445-第三转接块。
具体实施方式
下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
本发明的实施例:如图3和图4所示,一种卡车顶盖自动化焊接设备,主要用于卡车,尤其是重型卡车的顶盖的自动化焊接,包括滑台机构1、夹具2、机器人焊接系统3及补焊定位机构4。
所述滑台机构1具有可水平移动的工作台11,所述夹具2固定在所述工作台11上,对工件进行固定;所述机器人焊接系统3设于所述滑台机构1的两侧,对所述工件进行焊接。
所述补焊定位机构4包括定位支架41、提升机构42、抓具43及抓具定位机构44,所述定位支架41设于所述滑台机构1旁,所述提升机构42竖直可移动地安装在所述定位支架41上,所述抓具43安装在所述提升机构42的底部,位于所述滑台机构1的上方,在所述提升机构42的带动下作竖直运动,所述抓具定位机构44固定在所述定位支架41上,并对所述抓具43进行定位。
所述夹具2和所述机器人焊接系统3的结构为本领域技术人员所熟知,在此不再赘述。所述夹具2包括一组或多组,包括两组夹具2时如图5和图6所示,可以分别用于不同车型顶盖的定位,每组夹具2包括多个,通过两组夹具2的切换实现两种顶盖的自动化焊接,也可以通过更换夹具,实现更多车型顶盖的自动化焊接。
应用上述卡车顶盖自动化焊接设备进行卡车顶盖焊接的焊接工艺依次包括以下步骤:
a)打开固定在可移动工作台11上的夹具2,对待焊板件进行定位上件;
b)通过移动所述工作台11将所述待焊板件移动到焊接工位,采用机器人焊接系统3对所述待焊板件进行固定点的焊接,将各所述待焊板件固定在一起得到顶盖半成品;
c)固定点焊接完成后,打开所述夹具2,采用补焊定位机构4将顶盖半成品提升至空中;
d)所述机器人焊接系统3在空中完成剩余焊点的补焊,同时,所述工作台11带着所述夹具2退回至上件工位。
需要说明的是,上述焊接工艺还以应用下述实施方式中或其它属于本发明所保护的焊接设备。
采用本发明实施例提供的焊接设备和焊接工艺进行卡车顶盖的焊接时,先将夹具2打开,人工将待焊板件上件定位,上件完成后夹紧;然后操作工作台11的控制装置,将带着夹具2的工作台11移动至焊接工位,机器人焊接系统3对待焊板件进行固定点的焊接,将各板固定在一起得到顶盖半成品;固定点焊接完成后,夹具2打开,采用补焊定位机构4将顶盖半成品提升至空中,具体是,补焊定位机构4的提升机构42带着抓具43下降,抓具43抓取顶盖半成品提升至空中,通过补焊定位机构4的抓具定位机构44实现抓具43的精定位和压紧抱死,便于机器人焊接系统3能够准确地对剩余焊点进行补焊,同时,在顶盖半成品被提升至空中进行剩余焊点的补焊时,工作台11带着夹具2退回至上件工位。
本发明通过设置可以将工件提升至空中的补焊定位机构4,在空中采用机器人焊机系统3对顶盖半成品进行剩余焊点的补焊,补焊时不需夹具固定,就不会出现夹具影响焊枪的情况,可以对卡车顶盖进行充分焊接;采用可移动的工作台11,在卡车顶盖的制作过程中,实现了对待焊板件及顶盖半成品的自动化输送,补焊定位机构4的抓具43可以自动抓取顶盖半成品,补焊定位机构4的抓具定位机构44可以对抓着顶盖半成品的抓具43进行精定位和固定,然后机器人焊接系统3可以对顶盖半成品按照设定的程序进行自动补焊,实现了卡车顶盖的自动化焊接;还可以通过设置多组夹具2或设置可以更换的夹具2,进而实现多车型顶盖的自动化焊接;采用本发明提供的焊接设备和焊接工艺,减少了操作人员的工作量和工作强度,提高了卡车顶盖的生产效率。
需要说明的是,上述焊接设备和焊接工艺还可以用于其它类似卡车顶盖的盒形类产品的焊接制作,并不局限与卡车的顶盖。
在一种具体地实施方式中,如图7所示,所述滑台机构1还包括滑台底座12和驱动所述工作台11在所述滑台底座12上移动的驱动装置13,所述滑台底座12上设有导轨121,所述工作台11的底部设有与所述导轨121匹配的导槽111。采用导轨121和导槽111配合,保证工作台11相对滑台底座12的位置精度,便于对工作台11及其上的夹具2位置的确定,便于机器人焊接系统3的自动化焊接。具体地,所述工作台11的底部安装有第一连接板112,所述导槽111设于所述第一连接板112上,由于导槽111和导轨121经常进行相对滑动,长期工作会有不同程度的磨损,为了保证工作台11相对滑台底座12的位置精度,导槽111和导轨121需要不定期的进行更换,通过设置第一连接板112,便于导槽111的更换,延长了工作台11的使用寿命。
进一步地,如图7所示,所述驱动装置13包括固定在所述工作台11底部的电机131和固定在所述滑台底座12上的齿条132,所述电机131上安装有与所述齿条132啮合的齿轮133。工作台11的驱动力靠电机131提供,电机131工作时,带动齿轮133旋转,而齿条132固定在滑台底座12上不动,通过齿轮133与齿条132的啮合,使齿轮133相对齿条132前后运动,从而使工作台11相对滑台底座12水平移动。
需要说明的是,也可以采用其它的传动方式(代替齿轮齿条啮合)将电机131的动力传递给工作台11,比如链条传动、皮带传动或丝杠传动等。
更进一步地,所述滑台机构1还包括滑台支脚14,多个所述滑台支脚14固定在所述滑台底座12的底部,用于支撑和固定所述滑台底座12。
在一种可选地实施方式中,如图8所示,所述定位支架41为“龙门架”,包括彼此连接的立柱411和横梁412及设于所述立柱411和所述横梁412之间的斜撑413。所述立柱411、所述横梁412及所述斜撑413均为方形钢管,三者的端部都配设有配焊板414,并通过所述配焊板414进行连接,配焊板414上数控加工有螺栓安装过孔,可以提高安装精度,立柱411、横梁412、斜撑413都通过配焊板414采用螺栓连接,彼此独立,安装方便。所述立柱411底端的配焊板414上竖直设有多个调平螺栓415,所述定位支架41通过所述调平螺栓415进行较平。
在一种优选地实施方式中,如图9和图10所示,所述提升机构42包括提升组件421、提升驱动组件422及提升开关组件423;所述提升组件421与所述定位支架41竖直滑动连接,所述提升组件421的底部固定所述抓具43;所述提升驱动组件422刚性连接在所述定位支架41上,并带动所述提升组件421作竖直运动;所述提升开关组件423刚性连接在所述定位支架41上,并控制所述提升组件421的行程。通过提升驱动组件422驱动提升组件421的上下运动,通过提升开关组件423控制提升驱动组件422的开启和关闭,继而控制述提升组件421的行程,从而实现了该提升机构42的自动化操作。
进一步地,所述提升机构42还包括支撑架424,所述支撑架424刚性连接在所述定位支架41上,所述提升组件421与所述支撑架424竖直滑动连接。通过设置支撑架424,便于实现提升组件421的上下滑动,避免了提升机构42直接与定位支架41接触滑动,延长了定位支架41的使用寿命。
如图11-12所示,所述提升组件421包括提升杆4211和安装在所述支撑架424上的导向座4212。导向座4212的结构如图13所示,主体为一“L”形板,两端及中部设有加强肋板,“L”形板的一侧安装在支撑架424上,另一侧用于与提升杆4211滑动。所述提升杆4211的底部固定所述抓具43,所述提升杆4211的侧面设有竖直的提升导轨4213,所述导向座4212上设有与所述提升导轨4213匹配的提升导槽4214。如图14所示,所述提升导槽4214可以为一具有槽的单独的工件,该工件安装在导向座4212上,位于导向座4212与提升杆4211之间。提升导槽4214与提升导轨4213额滑动配合,实现了提升杆4211相对导向座4212的滑动,即实现了提升组件421相对定位支架41的滑动。具体地,如图15所示,所述支撑架424上固定有转接板4241,所述导向座4212与所述转接板4241固定连接。因为支撑架424为如图15所示的框架结构,不便于导向座4212的安装,通过设置转接板4241,将导向座4212安装在转接板4241上,对导向座4212的支撑和固定更见牢固和稳定。
更进一步地,如图16所示,所述提升驱动组件422包括提升电机4221和安装所述提升电机4221的电机支座4222,所述电机支座4222固定在所述支撑架424上,所述提升电机4221的输出端连接有提升齿轮4223,所述提升齿轮4223与竖直固定在所述提升杆4211上的提升齿条4215啮合。工作时,提升齿轮4223随提升电机4221的输出轴同步旋转,而提升电机4221是通过电机支座4222固定在支撑架424上的,通过提升齿轮4223与提升齿条4215的啮合,提升齿轮4223转动会带动提升齿条4215及固定提升齿条4215的提升杆4211上下移动,实现提升组件421的提升功能。
需要说明的是,也可以采用其它的传动方式(代替齿轮齿条啮合)将提升电机4221的动力传递给提升杆4211,比如链条传动、皮带传动或丝杠传动等。
更进一步地,如图17所示,所述提升电机4221的输出轴通过联轴器4224连接转轴4225,在所述转轴4225上安装所述提升齿轮4223,所述转轴4225上还安装有轴承座4226,用于支撑所述转轴4225和对所述转轴4225的高度进行限位,使所述转轴4225始终处于水平状态;所述提升电机4221的输出轴与所述联轴器4224、所述联轴器4224与所述转轴4225及所述转轴4225与所述提升齿轮4223之间均通过平键4227进行连接,通过联轴器4224和三个平键4227的连接带动提升齿轮4223与提升电机4221的输出轴同步旋转,实现了提升驱动组件422的驱动功能。
在另一种优选地实施方式中,如图9、图10及图18所示,所述提升开关组件423包括上光电感应板4231、下光电感应板4232、上光电感应器4233及下光电感应器4234。所述上光电感应板4231和所述下光电感应板4232分别设置在所述提升组件421上,并随着提升组件421上下移动,所述上光电感应板4231和所述下光电感应板4232之间的竖直距离及所述下光电感应板4232距离所述抓具43的竖直距离均根据卡车顶盖的高度设置;所述上光电感应器4233和所述下光电感应器4234均安装在所述定位支架41上,分别用于接收所述上光电感应板4231和所述下光电感应板4232的感应信号,所述上光电感应器4233和所述下光电感应器4234均与所述提升驱动组件422的光电感应开关电联接。具体地,是安装在固定在所述定位支架41上的所述支撑架424上。当下光电感应板4232上升至下光电感应器4234的位置时,触发提升驱动组件422的光电感应开关,令提升驱动组件422停止对提升组件421提供驱动力,提升组件421上升停止,上升到位;当上光电感应板4231下降至下光电感应器4234的位置时,触发提升驱动组件422的光电感应开关,令提升驱动组件422停止对提升组件421提供驱动力,提升组件421停止下降,下降到位。
进一步地,如图18所示,所述提升开关组件423还包括行程阀4235,所述行程阀4235安装在所述定位支架41上,并与所述提升驱动组件422的光电感应开关电联接,为二次保护装置,当上光电感应器4233不工作时,上光电感应板4231下降接触到行程阀4235,触发提升驱动组件422的光电感应开关,使提升组件421停止下降。
更进一步地,如图9、图10及图18所示,所述上光电感应板4231和所述下光电感应板4232分别通过第一转接块4236安装在所述提升组件421上,分别位于所述提升组件421的两侧,所述上光电感应器4233安装在所述定位支架41上靠近上光电感应板4231的一侧,所述下光电感应器4234安装在所述定位支架41上靠近下光电感应板4232的一侧,便于上光电感应器4233和下光电感应器4234对应感应。如图18所示,所述行程阀4235也安装在第一转接块4236上,因为行程阀4235用于感应上光电感应板4231,所以行程阀4235位于所述上光电感应器4233的下方。
在另一种优选地实施方式中,如图19和图20所示,所述抓具43包括抓具本体431、抓具定位销432、板件定位销组件433及板件夹紧组件434。所述抓具定位销432固定在所述抓具本体431的顶面,与所述抓具定位机构44的定位销套441匹配,所述抓具定位销432与定位销套441配合,在上升时,对抓具43及其抓取的工件进行限位。所述板件定位销组件433固定在所述抓具本体431的底面,所述板件定位销组件433的板件定位销4331与待焊板件上的定位孔匹配,通过板件定位销组件433的板件定位销4331与待焊板件上的定位孔配合,在下降时,对抓具43与待焊板件进行限位。所述板件夹紧组件434固定在所述抓具本体431的底面,在板件定位销组件433的定位销进入所述待焊板件上的定位孔后,所述板件夹紧组件434将所述待焊板件夹紧。为了保证能够稳定、可靠、牢固地夹紧待焊板件,所述板件夹紧组件434包括多个,均布在所述抓具本体431的底面。
进一步地,图21所示,所述板件定位销组件433还包括两个“L”形的第二转接块4332,两个第二转接块4332固定在一起,其中一个固定在所述抓具本体431的底部,另一个的端部安装板件定位销4331。当然,第二转接块4332的形状和数量可以根据实际情况进行设计,两个“L”形的第二转接块4332只是本发明的一种优选地实施方式,并不是对板件定位销组件433的限制,只要是起到固定板件定位销4331作用的转接件,均属于本发明的保护范围。
更进一步地,如图19所示,所述抓具本体431的顶面还设有第二连接板435,用于连接提升组件421。
所述抓具本体431的底面还设有感应装置436,在板件定位销组件433的定位销进入所述待焊板件上的定位孔后,所述感应装置436检测到所述待焊接板件,并将信号传递给所述板件夹紧组件434的控制装置,令所述板件夹紧组件434将所述待焊板件夹紧。
所述抓具本体431的底面还设有仿形支撑块组件437,如图22所示,所述仿形支撑块组件437的下端具有仿形块4371,所述仿形块4371的形状与所述卡车顶盖的前板的形状匹配,焊接时,所述仿形块4371与所述卡车顶盖的前板贴合,对其起到一定的支撑作用,防止其前后抖动。
所述抓具本体431的两侧还设有铜排组件438,如图19、图20及图23所示,所述铜排组件438位于机器人焊接系统3的焊枪与待焊板件之间,当焊枪电极对铜排组件438施加压力时,铜排组件438的铜排4381与待焊板件接触,利用铜排4381的导电性实现电阻焊,而焊枪电极不与待焊板件直接接触,可以避免在待焊板件上留下压痕,保证板件的外观质量。
所述抓具定位销432至少具有两个,分别位于所述抓具本体431的对角位置,在剩余的对角位置设置垫板439,所述垫板439的厚度与所述抓具定位销432的定位销座的厚度一致,可以保证抓具43与抓具定位机构44之间无间隙,从而实现抓具43与抓具定位机构44之间的精定位和抱死,可以有效减小待焊板件在补焊过程中的定位偏差。
在另一种优选地实施方式中,如图24所示,所述抓具定位机构44还包括抓具定位机构本体442和抓具夹紧组件443。所述抓具定位机构本体442的顶部安装在所述定位支架41上,所述抓具定位机构本体442的底部安装有所述定位销套441和所述抓具夹紧组件443。通过设置抓具夹紧组件443,可以在抓具定位销432进入定位销套441匹配后,将抓具43夹紧,防止其在焊接过程中发生移动,影响那个焊接精度。
进一步地,如图24和图25所示,所述抓具定位机构44还包括第三连接板444和第三转接块445,所述第三连接板444固定在所述抓具定位机构本体442的顶部,用于与所述定位支架41固定连接,所述抓具定位机构本体442的高度根据所述定位支架41的高度与焊接位置进行调整。所述第三转接块445固定在所述抓具定位机构本体442的底部,用于固定所述定位销套441和所述抓具夹紧组件443。具体地,所述第三转接块445的顶部固定在所述固定在所述抓具定位机构本体442的底部,所述定位销套441固定在第三转接块445的底部,所述抓具夹紧组件443固定在所述第三转接块445的侧部,通过设置第三转接块445,便于定位销套441和抓具夹紧组件443的安装和更换。
以上依据图式所示的实施例详细说明了本发明的构造、特征及作用效果,以上所述仅为本发明的较佳实施例,但本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。