申请号:CN201720068560.X
公开(公告)号:CN206455322U
申请日:2017-01-20
公开(公告)日:2017-09-01
申请人地址:河南省郑州市经济技术开发区九龙办事处工贸区内、经四路西
发明人:张玉良;杨雪磊;杨华;周然然
申请(专利权)人:郑州越达自动化焊接设备有限公司
代理人:张春;王晓丽
1.大型弯头自动化焊接专机,其特征在于:包括外环缝焊机、内环缝焊机和变位机,内环缝焊机由短缝焊机和长缝焊机构成,短缝焊机与弯头内环短缝相对应,长缝焊机与弯头内环长缝相对应,外环缝焊机与变位机相对设置,短缝焊机和长缝焊机位于变位机两侧,所述变位机包括机架,机架上安装有翻转机构,翻转机构上安装有回转机构,回转机构上固定有工作台,工作台上安装有外环缝焊接夹具和内环缝焊接夹具。
2.根据权利要求1所述的大型弯头自动化焊接专机,其特征在于:所述外环缝焊接夹具包括端部定位块、V型块和位于弯头两端的伸缩压紧机构。
3.根据权利要求1所述的大型弯头自动化焊接专机,其特征在于:所述内环缝焊接夹具包括V型块、端部定位块和位于弯头两端的活动抱紧机构。
4.根据权利要求1所述的大型弯头自动化焊接专机,其特征在于:所述工作台为圆形,工作台上加工有等间距的同心圆,并在台面上加工有放射状的T型槽。
5.根据权利要求1所述的大型弯头自动化焊接专机,其特征在于:所述外环缝焊机包括设置有安装底座的第一立柱,第一立柱上设置有第一垂直轨道,在第一垂直轨道上设置有第一托架,第一托架上安装有第一行走滑轮组件,第一托架与第一链式提升机构连接,在第一托架上设置有第一横臂,第一横臂上设置有第一水平导轨,第一水平导轨上设置有第一滑台,第一滑台的一端安装有第一焊枪。
6.根据权利要求1所述的大型弯头自动化焊接专机,其特征在于:所述短缝焊机包括设置有安装底座的第二立柱,第二立柱上设置有第二垂直轨道,在第二垂直轨道上设置有第二托架,第二托架上安装有第二行走滑轮组件,第二托架与第二链式提升机构连接,在第二托架上设置有第二横臂,第二横臂前端安装有第一送丝机构和弧形短缝机头,弧形短缝机头上安装有第二焊枪。
7.根据权利要求1所述的大型弯头自动化焊接专机,其特征在于:所述长缝焊机包括设置有安装底座的第三立柱,第三立柱上设置有第三垂直轨道,在第三垂直轨道上设置有第三托架,第三托架上安装有第三行走滑轮组件,第三托架与第三链式提升机构连接,在第三托架上设置有第三横臂,第三横臂前端安装有第二送丝机构和弧形长缝机头,弧形长缝机头上安装有第三焊枪。
技术领域
[0001]本实用新型涉及焊接设备,具体涉及一种大型弯头自动化焊接专机。
背景技术
[0002]随着管道和石化等行业的发展,对大型弯头的需要量越来越低,而大型弯头属于冲压扣焊弯头。需要双面焊接,要满足一级压力容器标准,所以对焊接工艺要求很高。由于产品质量大,装卡难度大,误差也大,所以一般手工和半自动制造。
[0003]目前仅有一些半自动化和手工作业设备和辅助工装,存在以下缺点:1、不能满足完全自动化大批量生产需要;2、只能自动化焊接外缝,需要内环缝先手工打底焊接,操作困难,清理也麻烦;3、内环缝采用手工汽保焊打底,容易出现焊接缺陷,效率低,操作不方便;4、内外环缝分开焊接,需要两次装卡;5、弯头内部观察不到,操作存在死角,尤其小一些的弯头,手很难达到位置,操作存在盲点;6、由于工件焊接存在误差,操作需要人工干预纠偏。
发明内容
本实用新型的目的是提供一种大型弯头自动化焊接专机,一次装卡即可完成内外环缝焊接,操作方便,自动化程度高,减少装拆时间。
本实用新型的目的是以下述方式实现的:大型弯头自动化焊接专机,包括外环缝焊机、内环缝焊机和变位机,内环缝焊机由短缝焊机和长缝焊机构成,外环缝焊机与变位机相对设置,短缝焊机和长缝焊机位于变位机两侧,所述变位机包括机架,机架上安装有翻转机构,翻转机构上安装有回转机构,回转机构上固定有工作台,工作台上安装有外环缝焊接夹具和内环缝焊接夹具。
所述外环缝焊接夹具包括端部定位块、V型块和位于弯头两端的伸缩压紧机构。
所述内环缝焊接夹具包括V型块、端部定位块和位于弯头两端的活动抱紧机构。
所述工作台为圆形,工作台上加工有等间距的同心圆,并在台面上加工有放射状的T型槽。
所述外环缝焊机包括设置有安装底座的第一立柱,第一立柱上设置有第一垂直轨道,在第一垂直轨道上设置有第一托架,第一托架上安装有第一行走滑轮组件,第一托架与第一链式提升机构连接,在第一托架上设置有第一横臂,第一横臂上设置有第一水平导轨,第一水平导轨上设置有第一滑台,第一滑台的一端安装有第一焊枪。
所述短缝焊机包括设置有安装底座的第二立柱,第二立柱上设置有第二垂直轨道,在第二垂直轨道上设置有第二托架,第二托架上安装有第二行走滑轮组件,第二托架与第二链式提升机构连接,在第二托架上设置有第二横臂,第二横臂前端安装有第一送丝机构和弧形短缝机头,弧形短缝机头上安装有第二焊枪。
所述长缝焊机包括设置有安装底座的第三立柱,第三立柱上设置有第三垂直轨道,在第三垂直轨道上设置有第三托架,第三托架上安装有第三行走滑轮组件,第三托架与第三链式提升机构连接,在第三托架上设置有第三横臂,第三横臂前端安装有第二送丝机构和弧形长缝机头,弧形长缝机头上安装有第三焊枪。
本实用新型的有益效果是:整个弯头的内外环缝一次装卡即可完成焊接,大大提高焊接效率;增加了内环缝长、短环缝的专用设备和机头,自动化焊接,解决了内环缝焊接的盲点问题和质量问题,采用跟踪系统,随时补偿检测纠正工件误差,确保焊接自动化的稳定进行和确保焊接质量,整个设备采用数字化集中控制,大大提高设备的操作性能和操作简化便捷。
附图说明
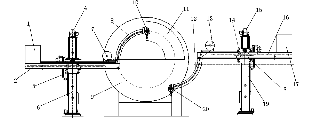
图1是本实用新型的结构示意图(不含外环缝焊机)。
图2是外环缝焊机的结构示意图。
图3是外环缝焊接的装卡结构示意图。
图4是内环缝焊接的装卡结构示意图。
图5是变位机的结构示意图。
具体实施方式
如图1~5所示,大型弯头自动化焊接专机,包括外环缝焊机、内环缝焊机和变位机9,内环缝焊机由短缝焊机和长缝焊机构成,外环缝焊机与变位机9相对设置,短缝焊机和长缝焊机位于变位机9两侧,外环缝焊机包括设置有安装底座的第一立柱3,第一立柱3上设置有第一垂直轨道,在第一垂直轨道上设置有第一托架22,第一托架22上安装有第一行走滑轮组件,第一托架22与第一链式提升机构25连接,在第一托架22上设置有第一横臂23,第一横臂23上设置有第一水平导轨,第一水平导轨上设置有第一滑台25,第一滑台25的一端安装有第一焊枪24,底座上设置有第一配重21,短缝焊机包括设置有安装底座的第二立柱6,第二立柱6上设置有第二垂直轨道,在第二垂直轨道上设置有第二托架5,第二托架5上安装有第二行走滑轮组件,第二托架5与第二链式提升机构4连接,在第二托架5上设置有第二横臂2,第二横臂2前端安装有第一送丝机构7和弧形短缝机头8,弧形短缝机头8上安装有第二焊枪10,第二横臂2尾端安装有第二配重1,长缝焊机包括设置有安装底座的第三立柱19,第三立柱16上设置有第三垂直轨道,在第三垂直轨道上设置有第三托架18,第三托架18上安装有第三行走滑轮组件,第三托架18与第三链式提升机构15连接,在第三托架18上设置有第三横臂14,第三横臂14前端安装有第二送丝机构13和弧形长缝机头12,弧形长缝机头12上安装有第三焊枪20,变位机9包括机架26,机架由型钢和钢板组焊而成,结构设计合理,具有良好的抗弯、抗扭能力,是重要的承载部件,变位机可直接放置在车间硬化平整的地面上使用,移动方便,在机架的支腿底板上开有一组螺栓孔,也可使用标准膨胀螺栓把设备固定在车间地面上,机架26上安装有翻转机构27,翻转机构27上安装有回转机构28,回转机构主要由回转支承、传动机构等组成,整个回转机构安装在箱体型结构的横梁翻转框上,由翻转框对工件进行支撑承载,并将工件的重量通过翻转框传递到两边的支架上,能够承受较大的冲击载荷和扭曲力。箱体型结构具备很大的抗扭能力,可以有效地承载重负荷,回转机构28上固定有工作台31,工作台31上安装有外环缝焊接夹具和内环缝焊接夹具,外环缝焊接夹具包括端部定位块29、V型块32和位于弯头11两端的伸缩压紧机构34,内环缝焊接夹具包括V型块32、端部定位块29和位于弯头两端的活动抱紧机构33,工作台31为圆形,工作台31上加工有等间距的同心圆,并在台面上加工有放射状的T型槽,即便于工件对中,又便于安装各种定位、夹紧工装。
本实用新型的立柱和横臂均采用整体箱形结构,机械强度高,稳定性好,结构紧凑,在立柱下方底座外围增加衬板,充分保证立柱在升至最高有效行程、横臂伸至最大有效行程的下挠度,立柱具有较好的钢性;横臂与托架升降采用链条恒速升降方式,升降平稳、均匀、安全系数高,立柱内配置重平衡装置,设有安全防坠自锁装置。
工件回转驱动原理:电机-蜗轮蜗杆减速机-回转轴-工作台。利用蜗轮蜗杆减速机的自锁性能,可以确保工件停止在任意位置。驱动电机采用变频无级调速,在较宽的调速范围恒扭矩输出;变位机工作台翻转使用通过蜗轮减速机带动齿盘翻转完成的,翻转工作原理:电机-圆弧齿减速机-齿盘-工作台。电机和减速机自锁功能,确保在翻转过程中安全平稳地工作。在工作台下面安装有导电装置,从而形成良好的焊接地线导电回路。导电装置为一筒状结构,由导电筒和导电棒组成。导电装置固定在靠近回转中心处,铜棒与工作台相接触,形成焊接地线导电回路;变位机电气控制系统由电控柜和手控盒组成。电控柜与手控盒之间采用进口超软多线电缆连接,确保使用可靠,变位机留有与操作机联动的接口;电控柜安装在焊接变位机的机体上,其位置便于操作和检修,并配有旋柄式主电源开关和主电源快接插头。电控柜内由接触器、继电器、变频器等控制元件组成控制系统(变频器采用知名品牌,具有过压、过流、欠压、欠流等保护功能)。控制系统具有控制翻转动作的正转、反转和停止功能;回转动作的正转、反转、调节速度大小和停止等功能;并且设置有行程保护、过载保护、过热保护、断电保护等功能,以确保人员和设备的安全;手控盒设计成防碰撞形式,并配有悬挂装置,其遥控线缆的长度为10米,用手控盒可以在设备的不同位置对设备进行操作,使其更方便、耐用。手控盒上有控制变位机正常运转的各种功能按钮及转速设置旋钮,可预置当前回转速度,并能控制变位机启动、停止、旋转速度显示,旋转方向、倾斜方向、旋转速度的调节等各种功能,另外还设有事故紧急停止按钮。利用手控盒能完成对变位机各种功能动作的操作。
以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明整体构思前提下,还可以作出若干改变和改进,这些也应该视为本实用新型的保护范围。