申请号:201910387054.0
申请日:2019.05.10
申请人:河海大学
地址:210098江苏省南京市鼓楼区西康路1号
发明人:赵晓磊李一平王凯徐芸蔚
专利代理机构:南京纵横知识产权代理有限公司32224
代理人:董建林
申请公布号:CN 110117132 A
申请公布日:2019.08.13
一种废水处理系统,其特征是,包括顺序连通的厌氧处理模块、好氧处理模块和中水 回用处理模块;
所述厌氧处理模块包括EGSB反应器,所述EGSB反应器顺序连通有沼气处理罐和燃气发 电机组;
所述沼气处理罐用于收集EGSB反应器中有机物被厌氧细菌分解成的沼气,并对沼气进 行脱硫处理,再将脱硫后的沼气通入燃气发电机组进行发电。
根据权利要求1所述的废水处理系统,其特征是,所述厌氧处理模块还包括调节池, 所述好氧处理模块包括相互连通的生物接触氧化池和沉淀池,所述中水回用处理模块包括 顺序连通的絮凝池、膜混凝反应池、过滤池、回用水池,
所述调节池与EGSB反应器、生物接触氧化池分别连通,所述沉淀池与絮凝池连通;
沉淀池、絮凝池、膜混凝反应池、过滤池均顺序连通有污泥浓缩池、带式压滤机。
根据权利要求2所述的废水处理系统,其特征是,还包括预处理模块,所述预处理模 块包括顺序连通的格栅、集水池、均衡池和调配池,所述格栅与废水管网连通,所述调配池 与EGSB反应器连通;
所述回用水池与均衡池连通。
根据权利要求3所述的废水处理系统,其特征是,所述均衡池设有第一自动加药系统 和在线pH监测仪,所述第一自动加药系统内盛装液碱;
所述调配池设有第二自动加药系统和在线温度监测仪,所述第二自动加药系统内盛装 营养盐,调配池与蒸汽管道连接。
根据权利要求2所述的废水处理系统,其特征是,所述EGSB反应器设有在线pH监测仪 和在线温度监测仪;
所述生物接触氧化池设有第三自动加药系统,所述第三自动加药系统内盛装悬浮生物 填料,所述悬浮生物填料包括聚乙烯中空圆柱体;
所述絮凝池设有第四自动加药系统,所述第四自动加药系统内盛装絮凝剂,所述絮凝 剂包括聚合氯化铁;
所述过滤池设有第五自动加药系统,所述第五自动加药系统内盛装活性炭填料;
所述回用水池设有第六自动加药系统,所述第六自动加药系统内盛装消毒剂,所述消 毒剂包括次氯酸钠。
根据权利要求5所述的废水处理系统,其特征是,所述生物接触氧化池内设有鼓风 机,生物接触氧化池底设有薄膜微孔曝气器。
根据权利要求3所述的废水处理系统,其特征是,回用水池出水口处设有在线水质监 测仪,经监测未达标水送入均衡池重新处理。
根据权利要求1至7中任一项所述的废水处理系统,其特征是,所述废水包括可口可乐废水。
技术领域
本发明涉及一种废水处理系统,属于环境保护及能源回收利用技术领域。 背景技术
可口可乐生产废水主要包括洗瓶水、冲洗设备水、工厂清洁用水、不合格产品和过 期产品等,废水中含有较高浓度的有机物及悬浮物,水质水量极不均匀,废水量随季节波动 大,pH值不稳定。目前,国内大部分可口可乐生产企业主要采用传统生化法处理废水,该方 法往往类型单一、能耗高、占地大、抗冲击能力差、处理效率低,且处理后的废水水质无法达 到回用标准,直接排放会对水资源造成污染和浪费。
发明内容
本发明的目的在于克服现有技术中的不足,提供了一种废水处理系统,包括顺序 连通的厌氧处理模块、好氧处理模块和中水回用处理模块;
所述厌氧处理模块包括EGSB反应器,所述EGSB反应器顺序连通有沼气处理罐和燃气发 电机组;
所述沼气处理罐用于收集EGSB反应器中有机物被厌氧细菌分解成的沼气,并对沼气进 行脱硫处理,再将脱硫后的沼气通入燃气发电机组进行发电。
进一步地,所述厌氧处理模块还包括调节池,所述好氧处理模块包括相互连通的 生物接触氧化池和沉淀池,所述中水回用处理模块包括顺序连通的絮凝池、膜混凝反应池、 过滤池、回用水池,
所述调节池与EGSB反应器、生物接触氧化池分别连通,所述沉淀池与絮凝池连通; 沉淀池、絮凝池、膜混凝反应池、过滤池均顺序连通有污泥浓缩池、带式压滤机。
进一步地,还包括预处理模块,所述预处理模块包括顺序连通的格栅、集水池、均 衡池和调配池,所述格栅与废水管网连通,所述调配池与EGSB反应器连通;
所述回用水池与均衡池连通。
进一步地,所述均衡池设有第一自动加药系统和在线pH监测仪,所述第一自动加 药系统内盛装液碱;
所述调配池设有第二自动加药系统和在线温度监测仪,所述第二自动加药系统内盛装 营养盐,调配池与蒸汽管道连接。
进一步地,所述EGSB反应器设有在线pH监测仪和在线温度监测仪;
所述生物接触氧化池设有第三自动加药系统,所述第三自动加药系统内盛装悬浮生物 填料,所述悬浮生物填料包括聚乙烯中空圆柱体;
所述絮凝池设有第四自动加药系统,所述第四自动加药系统内盛装絮凝剂,所述絮凝 剂包括聚合氯化铁;
所述过滤池设有第五自动加药系统,所述第五自动加药系统内盛装活性炭填料;
所述回用水池设有第六自动加药系统,所述第六自动加药系统内盛装消毒剂,所述消
毒剂包括次氯酸钠。
进一步地,所述生物接触氧化池内设有鼓风机,生物接触氧化池底设有薄膜微孔
曝气器。
进一步地,回用水池出水口处设有在线水质监测仪,经监测未达标水送入均衡池 重新处理。
进一步地,所述废水包括可口可乐废水。
与现有技术相比,本发明所达到的有益效果:使用改进的厌氧反应器(EGSB反应 器)降解废水中的大部分有机物,同时又结合好氧反应和中水回用处理的优点,进一步将废 水处理到能够回用的程度,不仅起到环境保护的作用,也能够为公司节约用水成本,经济实 用,推广性极高。 附图说明
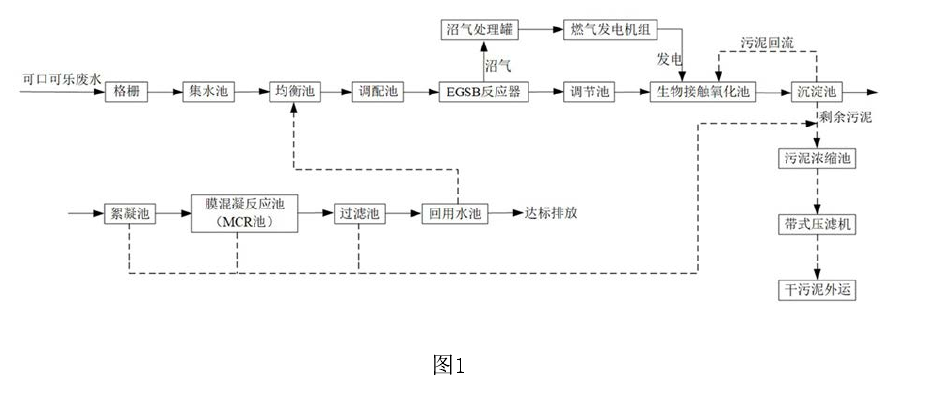
图1是本发明一种可口可乐废水处理系统的工艺流程图。
具体实施方式
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明 的技术方案,而不能以此来限制本发明的保护范围。
如图1所示,是本发明一种可口可乐废水处理系统的工艺流程图,所述可口可乐废 水处理系统包括:格栅、集水池、均衡池、调配池、EGSB反应器、调节池、生物接触氧化池、沉 淀池、絮凝池、膜混凝反应池(MCR池)、过滤池、回用水池、沼气处理罐、燃气发电机组、污泥 浓缩池、带式压滤机、干污泥外运。
采用所述可口可乐废水处理系统进行废水处理,共经过废水预处理、厌氧处理、好 氧处理、中水回用处理共4个阶段。
废水预处理阶段,涉及顺序连通的格栅、集水池、均衡池、调配池,所述调配池与 EGSB反应器连通;
集水池设有2台潜水泵;
均衡池上方设第一自动加药系统,第一自动加药系统内盛装液碱并自动控制加碱量, 均衡池设有在线pH监测仪并将pH值控制在7〜8.5,均衡池釆用压缩空气搅拌;
调配池上方设第二自动加药系统,第二自动加药系统内盛装营养物质,该营养物质为 营养盐;调配池与蒸汽管道连接,利用蒸汽作为热源对废水进行加热;调配池设有在线温度 监测仪,控制废水出水温度,以满足后续EGSB反应器的温度要求。
厌氧处理阶段,涉及顺序连通的EGSB反应器、调节池,所述调节池与生物接触氧化 池连通;
EGSB反应器与沼气处理罐连通,沼气处理罐用来收集EGSB反应器中有机物被厌氧细菌 分解成的沼气,并对沼气进行脱硫处理;沼气处理罐与燃气发电机组连通,利用脱硫后的沼 气进行发电;
EGSB反应器设有在线pH监测仪,将EGSB反应器中废水pH值控制在6.5〜7.5; EGSB反应器 设有在线温度监测仪,控制调配池中蒸汽加热量,以便控制EGSB反应器中的废水温度;
调节池设有在线温度监测仪,EGSB反应器中废水自流入调节池后,控制温度降低到适 宜生物接触氧化池进行好氧反应的温度,再让废水自流入生物接触氧化池,调节池主要起 到降温的作用。
好氧处理阶段,涉及顺序连通的生物接触氧化池、沉淀池,所述沉淀池与絮凝池连 通,沉淀池还与污泥浓缩池连通;
生物接触氧化池上方设第三自动加药系统,第三自动加药系统内盛装悬浮生物填料, 该悬浮填料为聚乙烯中空圆柱体;生物接触氧化池采用罗茨鼓风机曝气,池底均匀布置多 个薄膜微孔曝气器,使生物接触氧化池内曝气更加均匀充分;
沉淀池中,部分污泥回流到生物接触氧化池,剩余污泥送入污泥浓缩池;沉淀池采用重 力排泥。
中水回用处理阶段,涉及顺序连通的絮凝池、膜混凝反应池(MCR池)、过滤池、回用 水池,絮凝池、膜混凝反应池(MCR池)、过滤池均与污泥浓缩池连通,回用水池与均衡池连 通;
絮凝池上方设有第四自动加药系统,第四自动加药系统内盛装絮凝剂,絮凝剂为聚合 氯化铁;
膜混凝反应池(MCR池)自身配置空气曝气系统;
过滤池上方设有第五自动加药系统,第五自动加药系统内盛装活性炭填料,活性炭填 料具有吸附功能;
回用水池上方设有第六自动加药系统,第六自动加药系统内盛装消毒剂,所述消毒剂 为次氯酸钠;回用水池排放口设有在线仪表监测,回用水池的出水经在线仪表监测,达标出 水排放用于绿化浇洒和清洗地面等,未达标出水则回流至均衡池重新处理。
本实施例中,某可口可乐公司混合废水流量为3000m3/d,pH=4.9,主要污染物为 ⑶DCr、B0D、SS等。实际操作时,所述可口可乐废水处理系统的工艺流程如下:
第一,可口可乐废水经公司管网收集后,流经格栅,隔除体积较大的悬浮物及大部分颗 粒杂物。
第二,废水经格栅拦截较大污物后,流入集水池,集水池用来收集厂区来水,并安 装2台潜水泵,用于将集水池中的污水提升到均衡池。
第三,集水池中的出水进入均衡池,由于可口可乐废水pH为4.9,呈酸性,在均衡池 上方设第一自动加药系统,第一自动加药系统内盛装液碱,并在均衡池内配置在线pH监测 仪,控制均衡池中废水pH为7〜8.5;为使集水池中污水与液碱混合反应充分,采用压缩空气
搅拌。
第四,均衡池中的出水自流进入调配池,为使后续处理池中的微生物具有必要的 营养物质,在调配池上方设第二自动加药系统,第二自动加药系统内盛装营养盐;同时由于 后续反应池为EGSB反应器,即采用厌氧生物处理技术,故需将进入EGSB反应器废水的温度 提高,因此设置调配池与蒸汽管道连接,利用蒸汽作为热源对废水进行加热;同时均衡池内 配置在线温度监测仪,控制均衡池出水温度在30〜33°C。经预处理后的可口可乐废水的综合 水质如下:pH: 7.8,C0DCr: 2500mg/L,B0D: 1400mg/L,SS: 230mg/L。
第五,废水经调配池调节水质水量后,由提升泵提升至EGSB反应器,在EGSB反应器 中,采用某啤酒厂的厌氧污泥作为该工艺的接种污泥,采用间歇式进水方式将接种污泥驯 化。废水从EGSB反应器的底部流经布水器均匀进入,在水流向上流动过程中有机物发生降 解,EGSB反应器内配置在线pH监测仪和在线温度监测仪,控制EGSB反应器中废水pH在6.5〜 7.5,温度在28〜30°C。同时,将EGSB反应器产生的沼气通入沼气处理罐储存并进行脱硫处 理,再通入燃气发电机组进行发电。EGSB反应器三相分离器收集到沼气量为2850m3/d,沼气 的成分为:〇14:65%,〇)2:34%,1123:1%,沼气处理罐对沼气中的1123去除率为98%。经£038反应 器处理后的废水水质如下:pH: 7.2,C0DCr: 435mg/L,BOD: 260mg/L,SS: 50mg/L。则 C0DCr 去除 率:82.6%,B0D 去除率:81.4%,SS 去除率:78.3%。
第六,废水从EGSB反应器中自流进入调节池,由于厌氧反应需要温度较高,故在调
节池中设置在线温度监测仪,待温度适当降低至后续好氧反应池所需温度时,让废水自流 进入生物接触氧化池。
第七,废水在生物接触氧化池内进行好氧生化反应,在生物接触氧化池的上方设 第三自动加药系统,第三自动加药系统内盛装聚乙烯中空圆柱体作为悬浮生物填料,并且 该好氧池内采用罗茨鼓风机曝气,池底均匀布置多个薄膜微孔曝气器,使好氧池内曝气更 加均匀充分。经生物接触氧化池处理后的废水水质如下:pH: 7.5,C0DCr: 70mg/L,BOD: 40mg/ L,SS: 10mg/L。则 C0DCr 去除率:83 • %,BOD 去除率:84 • 6%,SS 去除率:80%。
第八,好氧出水流入沉淀池进行泥水分离,沉淀池中部分污泥回流到生物接触氧 化池,使生物接触氧化池保持一定的微生物浓度,剩余污泥则送入污泥浓缩池进一步浓缩, 通过带式压滤机脱水后外运。
第九,处理后的废水从沉淀池流入絮凝池,在絮凝池的上方设第四自动加药系统, 第四自动加药系统内盛装絮凝剂,盛装的絮凝剂为聚合氯化铁,絮凝池中经絮凝搅拌形成 “帆花”,加速废水中固体颗粒物的聚集和沉降,同时也能去除部分溶解性有机物。
第十,废水自流进入MCR池,MCR是混凝反应器与膜分离技术结合的一种新型水处 理装置,利用膜分离取代了传统工艺中的沉淀、过滤单元,并且MCR膜组件自身配置空气曝 气系统,它利用混凝、吸附和超滤去除废水中有机物。经MCR池处理后的废水水质如下:pH: 7 • 3,CODcr: 17mg/L,BOD: 8 • 2mg/L,SS: Omg/L。则 CODcr 去除率:75 • 7%,BOD 去除率:79 • 5%,SS 去 除率:100%。
第十一,废水自流进入过滤池,过滤池的上方设第五自动加药系统,第五自动加药 系统内盛装活性炭填料。活性炭吸附法是利用活性炭的吸附功能去除废水中的污染物质, 由于MCR池中配置空气曝气系统,过滤池中有充足的溶解氧,使活性炭迅速吸附水中溶解性 有机物。絮凝池、MCR池、过滤池中的少量污泥送入污泥浓缩池脱水外运。
第十二,废水自流进入回用水池,回用水池的上方设第六自动加药系统,第六自动 加药系统内盛装消毒剂,盛装的消毒剂为次氯酸钠。经消毒后的水流经设在回用水池出水 口处的在线仪表监测,达标的就用变频栗输送至指定点,可用于绿化浇洒、清洗地面等,未 达标的就送入均衡池重新处理。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人 员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形 也应视为本发明的保护范围。