本发明是某种细纱机多区域视觉检测监控系统和方法,该方法包括:通过视觉识别判断单锭纱线断头的位置和时间,通过视觉识别判断罗拉缠绕的位置和时间,通过视觉识别判断粗纱空管的位置和时间,并进行粗纱打断。还优选包括通过频闪仪配合视觉识别判断识别转速偏差较大的锭子。本发明的优点:结构设计合理,可对卷绕区断纱,前罗拉区棉条缠绕罗拉,粗纱区粗纱使用完等情况进行有效检测,并自动控制停机和通知挡车工处理,智能化高,且优选带有锭速检测功能,可及时对故障单锭进行检修,有效保证了生产的连续性,提高生产效率。
1.某种细纱机多区域视觉检测监控方法,其特征是该方法包括: 通过视觉识别判断单锭纱线断头的位置和时间, 通过视觉识别判断罗拉缠绕的位置和时间, 通过视觉识别判断粗纱空管的位置和时间, 并进行粗纱打断。
2.如权利要求1所述的某种细纱机多区域视觉检测监控方法,其特征是该方法还包括通过频闪仪配合视觉识别判断识别转速偏差较大的锭子。
3.如权利要求1所述的某种细纱机多区域视觉检测监控方法,其特征是具体包括以下步骤:1)通过摄像机构定时拍摄对应的细纱机一个区域内的所有卷绕区、前罗拉区和粗纱区和边界标识的图像,并将图像数据传输给控制模块;2)控制模块接收摄像机构传输来的图像数据,读取算法存储模块内存储的图形识别算法数据,对图像数据进行处理并存储在数据存储模块,判断图像是否存在异常;3)如果图像没有异常,则摄像机构继续拍摄,重复步骤1),如果图像存在异常,则进行步骤4);4)控制模块产生时间数据、报警数据、工作异常数据和粗纱打断数据,并将时间数据和工作异常数据传输给通讯模块和显示模块,将报警数据传输给报警模块,将粗纱打断数据传输给粗纱打断机构;5)通讯模块将时间数据和工作异常数据传输给挡车工通讯终端,显示模块显示工作异常数据,粗纱打断机构进行相应位置粗纱打断;6)挡车工接收挡车工通讯终端上的信息,包括时间数据和工作异常数据,进行相应处理,然后重新启动粗纱打断位置;所述的工作异常数据包括纱线断头位置数据、罗拉缠绕位置数据或粗纱空管位置数据,纱线断头位置数据即细纱机卷绕区断头位置和断头数量,罗拉缠绕位置数据即细纱机卷前罗拉区棉条缠绕罗拉位置,粗纱空管位置数据即西细纱机粗纱区粗纱空管位置。
4.如权利要求3所述的某种细纱机多区域视觉检测监控方法,其特征是当细纱机为色纺纱时,步骤1)摄像机构定时拍摄时还配有有色激光束发生装置,有色激光束发生装置对准细纱机的卷绕区和前罗拉区照射。
5.如权利要求2所述的某种细纱机多区域视觉检测监控方法,其特征是所述的通过频闪仪配合视觉识别判断识别转速偏差较大的锭子具体包括以下步骤:1)定时开启高亮度频闪仪,对多个锭子进行频闪照射,频率与单锭转速一致,摄像机构拍摄多个锭子,并将图像数据传输给控制模块;2)控制模块接收摄像机构传输来的图像数据,读取算法存储模块内存储的关于锭速检测的图形识别算法数据,对图像数据进行处理并存储在数据存储模块,判断锭速是否存在较大偏差,具体的,若锭速正常,单锭在图像上显示为静止,则重复步骤1),当锭速出现偏差较大时,单锭在图像上显示为弱捻,则进行步骤3);3)控制模块产生锭速偏差数据、报警数据和粗纱打断数据,并将锭速偏差数据传输给通讯模块,将报警数据传输给报警模块,将粗纱打断数据传输给粗纱打断机构;4)通讯模块将锭速偏差数据传输给挡车工通讯终端,报警模块进行报警,粗纱打断机构进行相应位置粗纱打断;5)挡车工接收挡车工通讯终端上的信息,包括由边界标识得到的位置信息,和锭速偏差数据,进行单锭检修处理,然后重新启动粗纱打断位置。
6.如权利要求2所述的某种细纱机多区域视觉检测监控方法,其特征是所述的挡车工通讯终端为手环,通讯终端优先与距离最近的手环传输数据。
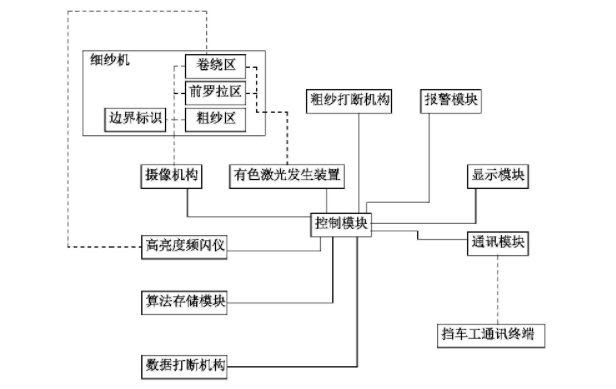
7.某种细纱机多区域视觉检测监控系统,其特征包括固定设置的多个摄像机构、对应每个锭子设置的边界标识、粗纱打断机构、控制模块、算法存储模块、数据存储模块、报警模块、显示模块、通讯模块和挡车工通讯终端,摄像机构与控制模块信号连接,控制模块分别与粗纱打断机构、算法存储模块、数据存储模块、显示模块和通讯模块信号连接,通讯模块与挡车工通讯终端无线信号连接,所述的摄像机构对准细纱机一个区域内的所有卷绕区、前罗拉区和粗纱区和边界标识,用于拍摄细纱机一个区域内的图形数据并传输给控制模块,所述的算法存储模块用于存储图形识别算法数据并传输给控制模块,所述的数据存储模块用于存储控制模块传输来的数据,所述的显示模块用于存储控制模块传输来的数据并显示,所述的通讯模块用于接收控制模块传输来的数据并无线传输给挡车工通讯终端,所述的挡车工通讯终端用于接收通讯模块传输来的数据并显示,所述的控制模块接收摄像机构传输来的图形数据和算法存储模块传输来的图形识别算法数据,处理得到图形处理正常数据或图形处理异常数据并生成时间数据存储到数据存储模块内,如果是图形处理异常数据则产生工作异常数据、报警数据和粗纱打断数据,并将工作异常数据和时间数据传输给通讯模块,将报警数据传输给报警模块,将粗纱打断数据传输给粗纱打断机构,所述的粗纱打断机构用于接收控制模块传输来的粗纱打断数据并进行相应位置粗纱打断,所述的工作异常数据包括纱线断头位置数据、罗拉缠绕位置数据或粗纱空管位置数据,所述的报警模块用于接收控制模块传输来的报警数据并进行报警。
8.如权利要求7所述的某种细纱机多区域视觉检测监控系统,其特征是还包括与控制模块信号连接的有色激光束发生装置,有色激光束发生装置对准细纱机的卷绕区和前罗拉区照射。
9.如权利要求7或8所述的某种细纱机多区域视觉检测监控系统,其特征是还包括与控制模块信号连接的高亮度频闪仪,高亮度频闪仪对准细纱机的卷绕区,高亮度频闪仪用于接收控制模块传输的工作信号,对细纱机卷绕区进行频闪。
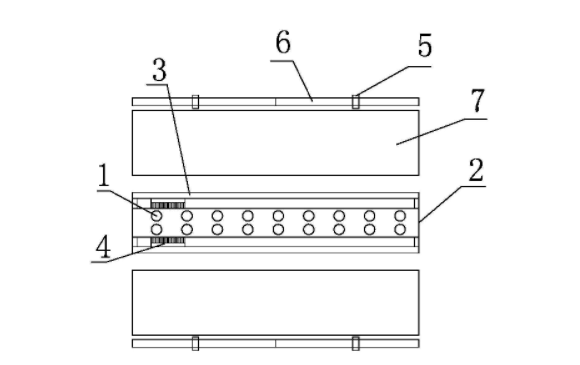
10.如权利要求9所述的某种细纱机多区域视觉检测监控系统,其特征是所述的摄像机构包括设置在两排细纱机之间的相邻两排每排多个反向设置的摄像头,摄像头固定在支架上,沿所述的摄像头前侧的支架设有导轨,导轨上设有移动软刷,所述的高亮度频闪仪通过移动驱动机构连接在细纱机的卷绕区上方设置的频闪仪导轨上,每台细纱机配置2台高亮度频闪仪。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























