本发明公开了某种视觉检测设备以及自动上料装置和自动收料装置,本发明的自动上料装置,通过工件转移机构将工件从储料机构上的料盘转移到工件输出机构实现工件的自动上料,能自动的完成工件的上料;本发明的自动收料装置通过工件接收机构接收完成检测的工件,然后通过工件推送机构将工件从皮带C成排的转移到储料机构B的托盘B上,具有自动化程度高的优点;本发明的视觉检测设备能自动地完成自动上料、自动检测和自动收料,具有自动化程度高的优点。
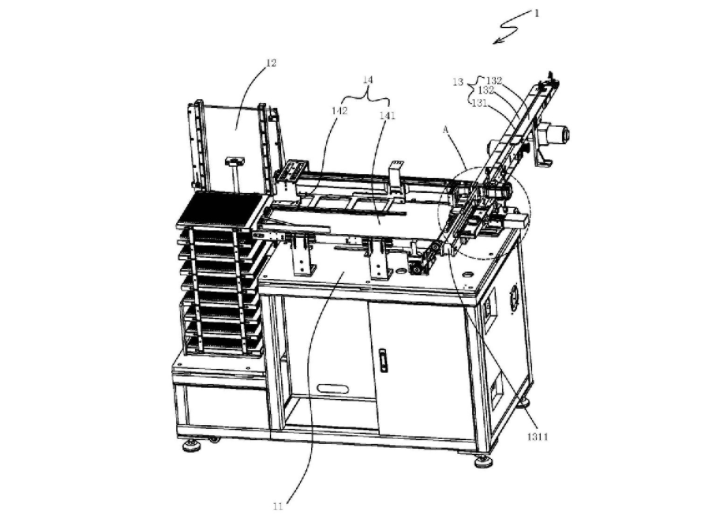
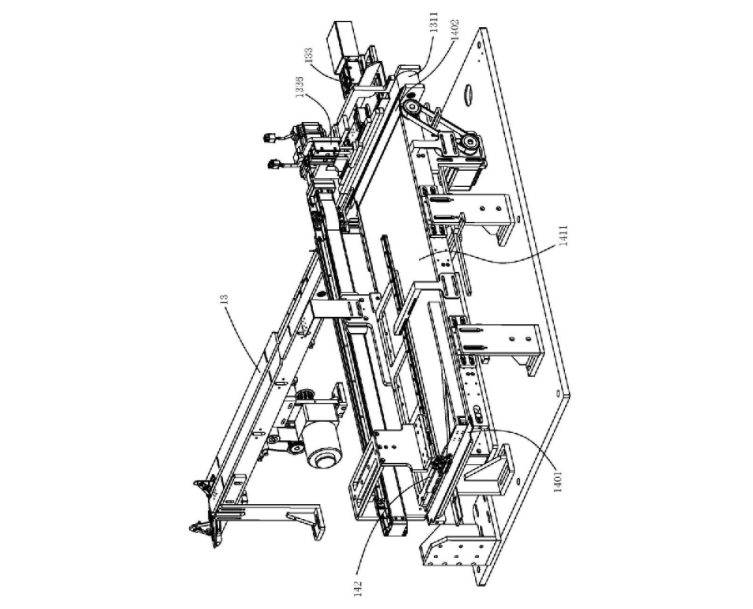
1.某种自动上料装置,其特征在于,所述的自动上料装置(1)包括:上料机架(11);储料机构A(12) ,所述的储料机构A(12)设置在上料机架(11)上,用于储放工件(1000),所述的储料机构A(12)上设有多个用于储放工件(1000)的料盘A(1001);工件输出机构(13) ,所述的工件输出机构(13)设置在上料机架(11)上,用于将工件(1000)逐个地输出;工件转移机构(14) ,所述的工件转移机构(14)设置在上料机架(11)并且位于储料机构A(12)和工件输出机构(13)之间,用于将工件(1000)成排地转移到工件输出机构(13)的入料口;所述的工件转移机构(14)包含设置在上料机架(11)上的第一传送组件(141)和用于将工件(1000)从料盘A(1001)转移到第一传送组件(141) 的工件转移组件(142)。
2.根据权利要求1所述的某种自动上料装置,其特征在于,所述的工件转移组件(142)包含沿竖直方向滑动连接在上料机架(11)上的升降架(1421) ,所述的上料机架(11)上设有用于驱动升降架(1421)升降的驱动器A(1423) ,所述的升降架(1421).上沿水平方向滑动连接有工件拨动架(1424) ,所述的升降架(1421)上设有用于驱动工件拨动架(1424)将料盘A(1001).上的工件(1000)拨动到第一传送组件(141).上的驱动器B(1425)。
3.根据权利要求2所述的某种自动上料装置,其特征在于,所述的工件拨动架(1424)包含拨动块A(14241)和相对拨动块A(14241)垂直的定位块(14242) ,所述的拨动块A(14241)上滑动连接有拨动块B(14243) ,所述的拨动块B(14243)与定位块(1 4242)相互平行,所述的拨动块A(14241).上设有用于驱动拨动块B(14243)动作的驱动器C(14244)。
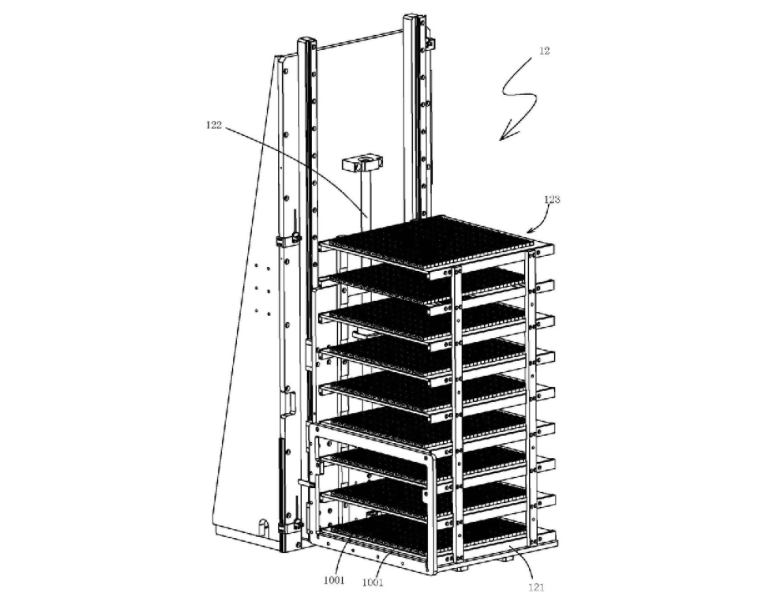
4.根据权利要求1所述的某种自动上料装置,其特征在于,所述的储料机构A(12)包含沿竖直方向滑动连接在上料机架(11).上的储料架A(121) ,所述的上料机架(11).上设有驱动.储料架A(121)升降的驱动器D(122) ,所述的储料架A(121).上间隔设有多个用于放置料盘A(1001)的料盘放置位A(123)。
5.根据权利要求1所述的某种自动上料装置,其特征在于,所述的工件输出机构(13)包含设置在上料机架(11).上的第二皮带传送组件(131) ,所述的第二皮带传送组件(131)包含设置在上料机架(11)的皮带轮B,所述的皮带轮B上饶设有皮带B(1311),所述的上料机架(11).上设有驱动皮带轮B转动进而驱动皮带B(1311)运转的电机B,所述的上料机架(11)上设有辅助工件(1000)输送的导向条A(132) ,所述的上料机架(11)上设有用于辅助工件(1000)成排的移动到皮带B(1311).上的辅助转移组件(133)。
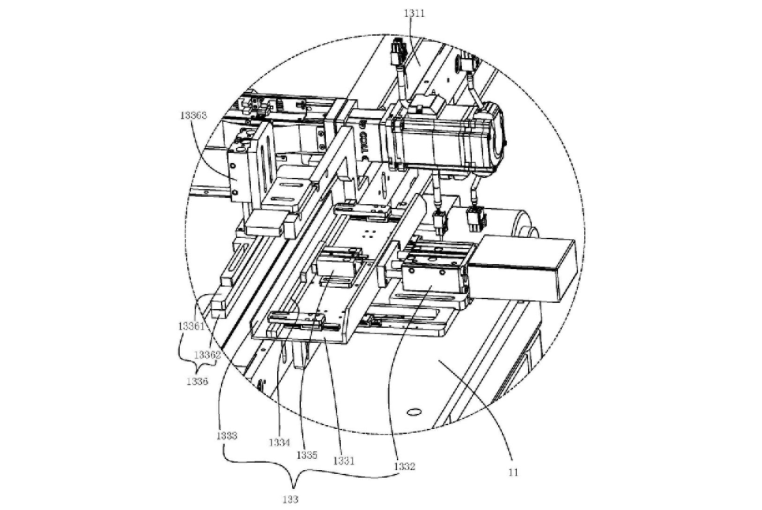
6.根据权利要求5所述的某种自动上料装置,其特征在于,所述的辅助转移组件(133)包含滑动连接在上料机架(1I)上的吸附座(1331) ,所述的上料机架(11)上设有用于驱动吸附座(1331)动作的驱动器E (1332) ,所述的吸附座(1331).上设有用于吸附工件(1000)的吸附块(1333) ,所述的吸附座(1331).上设有磁体(1334) ,所述的吸附座(1331)上设有驱动磁体(1334)与吸附块(1333)接触或者远离吸附块(1333)的驱动器F(1335),所述第--传送组件(141)的两端设有与第一传送组件(141)的上表面平齐的辅助输送板A(1401)和辅助输送板B(1402) ,所述的上料机架(11)上设有用于将成排的工件(1000)定位在辅助输送板B(1 402).上的辅助定位组件(1336)。
7.根据权利要求6所述的某种自动上料装置,其特征在于,所述的辅助定位组件(1336)包含沿竖直方向滑动连接在上料机架(11)上的压块(13361) ,所述压块(13361)的下端设有缓冲块(13362) ,所述的上料机架(11)上设有驱动压块(13361)动作的驱动器G (13363)。
8.某种自动收料装置,其特征在于,所述的自动收料装置(2)包括:收料机架(21)工件接收机构(22) ,所述的工件接收机构(22)设置在收料机架(21).上, 用于接收工件(1000) :所述的工件接收机构(22)包含设置在收料机架(21)上的第三皮带传送组件(221),所述的第三皮带传送组件(221)包含设置在收料机架(21)上皮带轮C ,所述的皮带轮C上饶设有皮带C(2211) ,所述的上料机架(11).上设有驱动皮带轮C转动进而驱动皮带C (2211)运转的电机C,所述的收料机架(21)上设有辅助工件(1000)输送的导向条B(2212) ;储料机构B(23) ,所述的储料机构B(23)设置在收料机架(21)上, 用于储放工件(1000),所述的储料机构B(23)上设有多个用于储放工件(1000)的料盘B(1002);工件推送机构(24) ,所述的工件推送机构(24)设置在收料机架(21)上,用于将工件接收机构(22)的末端输出的工件(1000)推送到储料机构B(23)的料盘B(1002).上进行储存。
9.根据权利要求8所述的某种自动收料装置,其特征在于,所述的工件推送机构(24)包含滑动连接在收料机架(21).上的推块(241) ,所述的推块(241)位于第三皮带传送组件(221)的末端并与皮带C(2211)平齐,所述的收料机架(21)上设有用于驱动推块(241)动作的驱动器H(242) ,所述的收料机架(21)上还设有用于将皮带C (2211)上输送的工件(1000)截停的截止机构(25),所述的截止机构(25)包含滑动连接在收料机架(21)上的截止块(251) ,所述的截止块(251)与推块(241)互相平行,所述的截止块(251)的一端设有用于将皮带C(2211).上输送的工件(1000)截停的截止部(2511) ,所述的收料机架(21)上设有驱动截止块(251)升降的驱动器(252)。
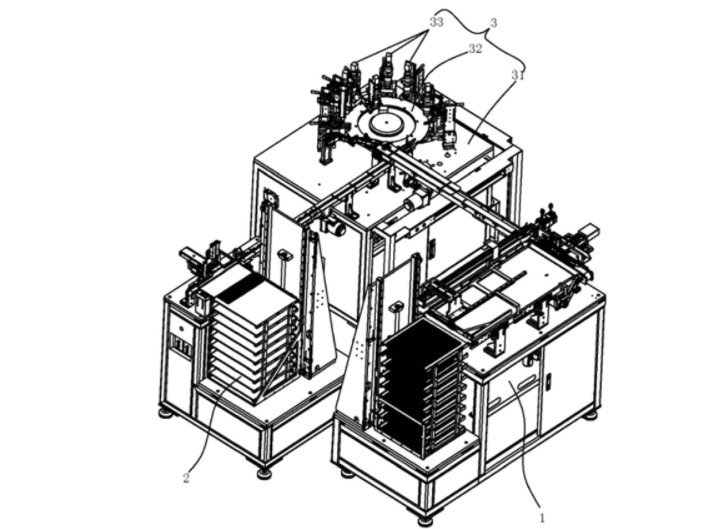
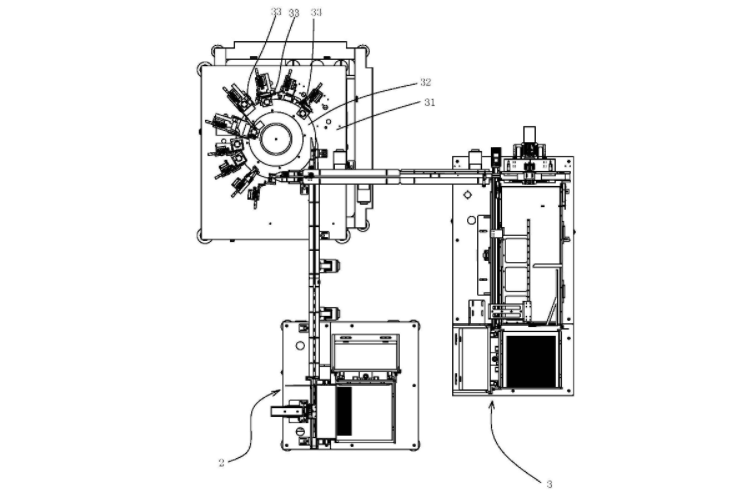
10. 某种视觉检测设备,其特征在于,视觉检测设备包括:权利要求1 -7任一项所述的自动上料装置(1)、权利要求8.9任-.项,所述的自动收料装置(2)以及视觉检测装置(3),所述的视觉检测装置(3)包含检测机架(31)、设置在检测机架(31)上的转盘(32)以及围绕转盘(32)设置的多个视觉检测单元(33) ,所述的自动上料装置(1)的工件输出机构(13)的输出端与转盘(32)对接并将工件(1000)逐个地输出到转盘(32)上,所述自动收料装置(2)的工件接收机构(22)的输入端与转盘(32)对接并将经过检测的工件(1000)进行整理收料。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























