本发明公开了某种全自动模内贴标视觉检测系统,用于对杯状产品进行模内贴标和视觉检测,其包括载料架、贴标装置、移料装置、产品接收平台、第一视觉检测装置、翻转机构、往复移动装置和输送线,所述贴标装置将所述载料架上的标签放置到模腔内以及将完成模内注塑和贴标的杯状产品取出,所述移料装置将取出的杯状产品转移至所述产品接收平台,所述翻转机构带动所述产品接收平台翻转至拍照位置,所述第一视觉检测装置在所述往复移动装置的带动下分别对准各杯状产品且对其内部进行视觉检测;所述输送线接收并输送完成视觉检测的多个杯状产品。由此可知,上述系统可同时完成产品模内贴标和检测工序,自动化程度高,减少机台转换空间。
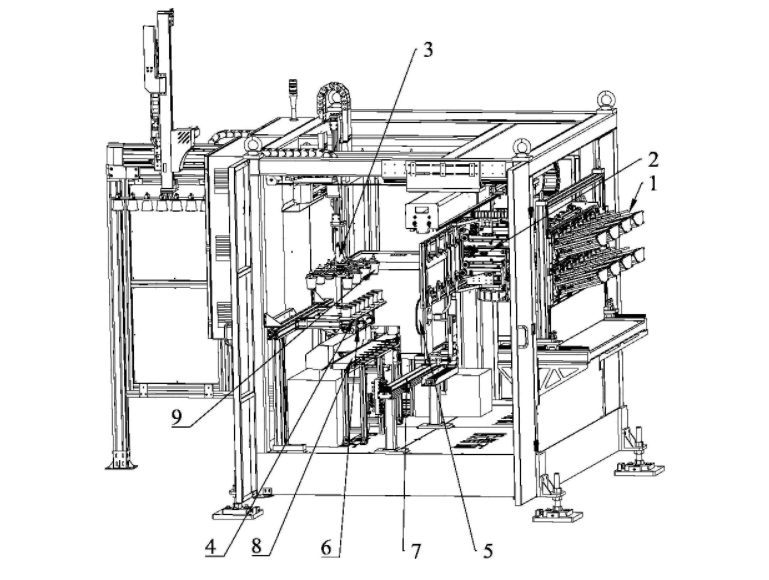
1.某种全自动模内贴标视觉检测系统,用于对杯状产品进行模内贴标和视觉检测,其特征在于,包括: 载料架,所述载料架用于存放标签; 贴标装置,所述贴标装置用于将所述载料架上的标签放置到模腔内以及将完成模内注塑和贴标的杯状产品取出; 移料装置,所述移料装置用于转移取出的杯状产品; 产品接收平台,所述产品接收平台上设有多个沿直线排列的产品接收位,多个所述产品接收位分别用于接收和固定所述移料装置转移来的多个杯状产品; 第一视觉检测装置,所述第一视觉检测装置位于所述产品接收平台的一侧,用于对杯状产品的内部和杯口进行视觉检测; 翻转机构,所述翻转机构用于使所述产品接收平台在第一水平位置、拍照位置以及第二水平位置之间进行切换,所述产品接收平台处于第一水平位置时用于接收所述吸料装置转移来的多个杯状产品,其中杯状产品的开口朝上,所述产品接收平台翻转至拍照位置时,杯状产品的开口朝向所述第一视觉检测装置,所述产品接收平台翻转至第二水平位置时,杯状产品的开口朝下; 往复移动装置,所述往复移动装置用于带动所述第一视觉检测装置来回移动以分别对准处于拍照位置的各杯状产品; 输送线,所述输送线用于接收并输送翻转至第二水平位置的多个杯状产品。
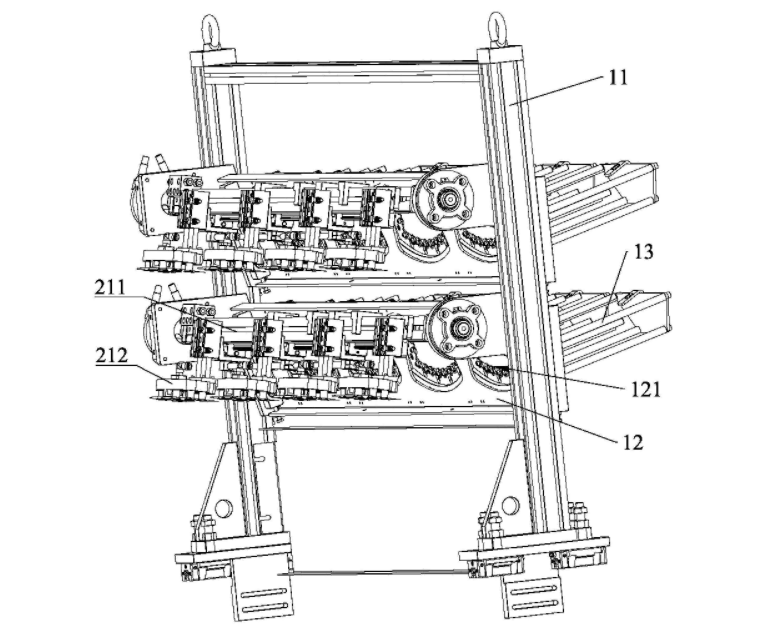
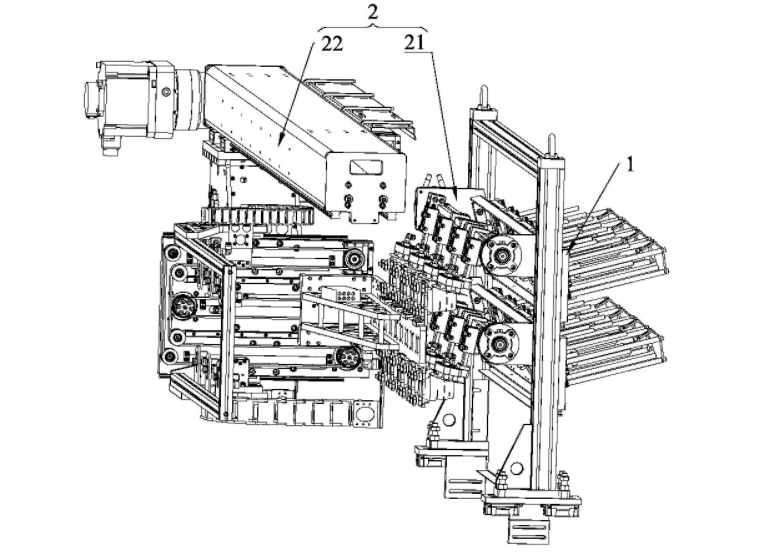
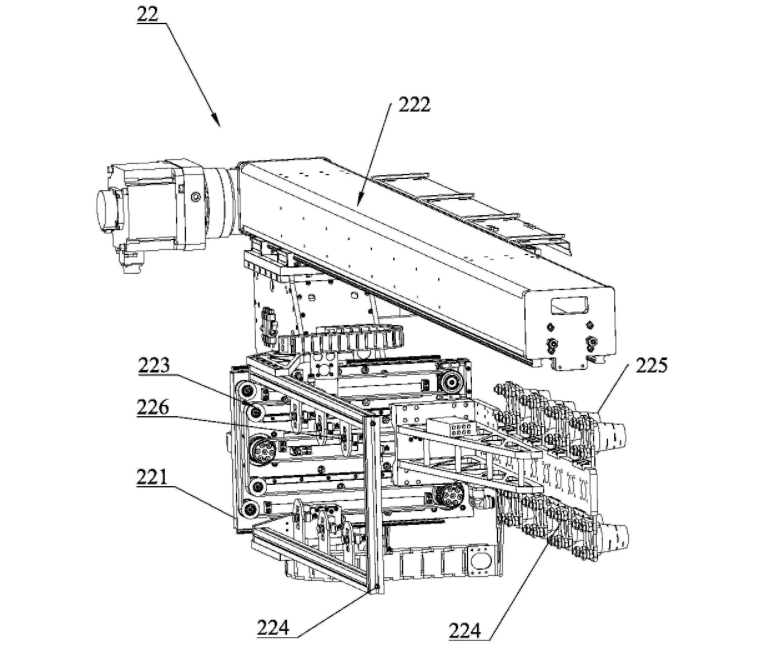
2.如权利要求1所述的全自动模内贴标视觉检测系统,其特征在于,所述移料装置包括可纵向移动的滑座以及设置在所述滑座上的横向驱动机构和横向移动体,所述横向驱动机构用于驱动所述横向移动体沿所述滑座进行横向移动,所述横向移动体上设有竖向驱动机构和竖向移动体,所述竖向驱动机构用于驱动所述竖向移动体沿所述横向移动体竖向移动,所述竖向移动体上固设有旋转驱动器,所述旋转驱动器的输出端连接有转动体,所述转动体连接有吸附组件,所述吸附组件包括多个产品吸附装置。
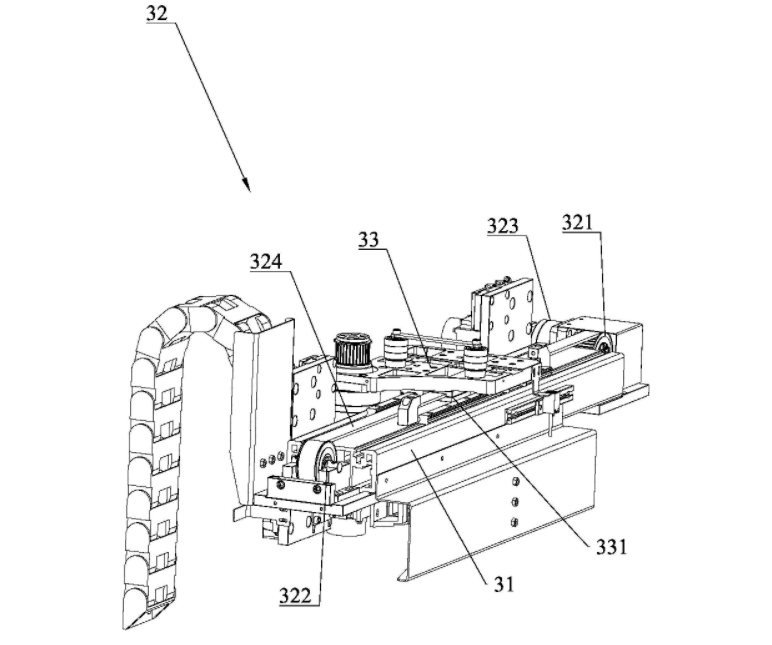
3.如权利要求1所述的全自动模内贴标视觉检测系统,其特征在于,所述往复移动装置包括横向基座和第一驱动电机,所述横向基座上的两端设置有第一主动轮和第一传动轮,所述第一驱动电机的输出端与所述第一主动轮连接,所述第一主动轮和所述第一传动轮之间绕设有第一传送带,所述第一传送带设置一段卡齿部,所述第一主动轮和所述第一传动轮之间安装有一第一滑轨,所述第一滑轨上滑设有一第一滑块,所述第一滑块设置有与所述卡齿部配合的卡合部,第一视觉检测装置安装在所述第一滑块上。
4.如权利要求1所述的全自动模内贴标视觉检测系统,其特征在于,所述翻转机构包括翻转驱动器和转轴,所述转轴可在所述翻转驱动器的驱动下旋转,所述转轴与所述产品接收平台之间固定连接有连接件,所述转轴的旋转可带动所述产品接收平台翻转。
5.如权利要求1所述的全自动模内贴标视觉检测系统,其特征在于,还包括第一作动件和第一收纳容器,所述第一收纳容器设置在所述输送线的一侧,所述第一作动件用于使未通过所述第一视觉检测装置检测的杯状产品移动至所述第一收纳容器内。
6.如权利要求5所述的全自动模内贴标视觉检测系统,其特征在于,所述第一作动件的数量为多个,所述第一作动件包括吹气管,多个所述第一作动件的吹气管沿所述输送线间隔排列以与所述输送线的多个杯状产品分别对应。
7.如权利要求1所述的全自动模内贴标视觉检测系统,其特征在于,还包括对应所述输送线的下游设置的第二视觉检测装置,所述第二视觉检测装置用于对输送至所述输送线的下游的杯状产品的外部进行视觉检测。
8.如权利要求7所述的全自动模内贴标视觉检测系统,其特征在于,所述第二视觉检测装置包括上方视觉装置和多个侧方视觉装置,所述上方视觉装置的拍摄端朝向所述输送线的输送平面以对杯状产品的外底部进行拍摄,多个所述侧方视觉装置分布在所述输送线的两侧,用于对杯状产品的外侧面进行拍摄。
9.如权利要求1所述的全自动模内贴标视觉检测系统,其特征在于,还包括第二作动件和第二收纳容器,所述第二收纳容器设置在所述输送线的一侧,所述第二作动件用于使未通过所述第二视觉检测装置检测的杯状产品移动至所述第二收纳容器内。
10.如权利要求9所述的全自动模内贴标视觉检测系统,其特征在于,所述第一作动件包括吹气管,所述吹气管用于将杯状产品吹至所述第二收纳容器内。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























