本发明涉及塑料加工设备技术领域,尤其涉及某种塑料实壁管壁厚自动调节设备及调节方法。一种塑料实壁管壁厚自动调节设备,包括挤出装置、定型装置、测径装置和终端,所述挤出装置和所述定型装置沿管材的加工方向依次设置,所述测径装置设置于所述定型装置的出料端,所述挤出装置包括挤出机和成型模具,所述成型模具的进料端与所述挤出机的出料端连接。所述塑料实壁管壁厚自动调节设备,能够实现塑料实壁管的壁厚自动调节,调节结构简单,有效提高生产效率,降低生产成本,有利于实现塑料实壁管的自动化生产,所述塑料实壁管壁厚自动调节方法,调节方法简单,调节精度高,有效提高了塑料实壁管的生产质量。
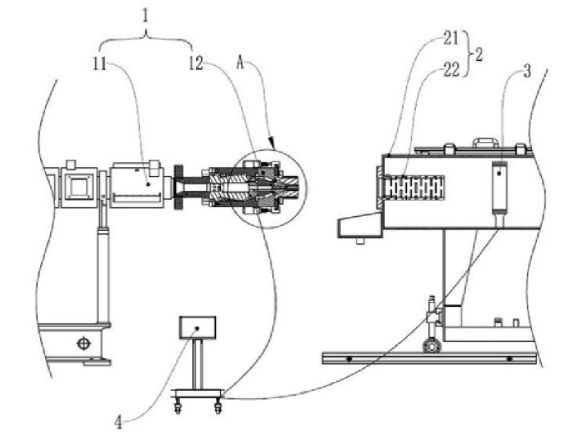
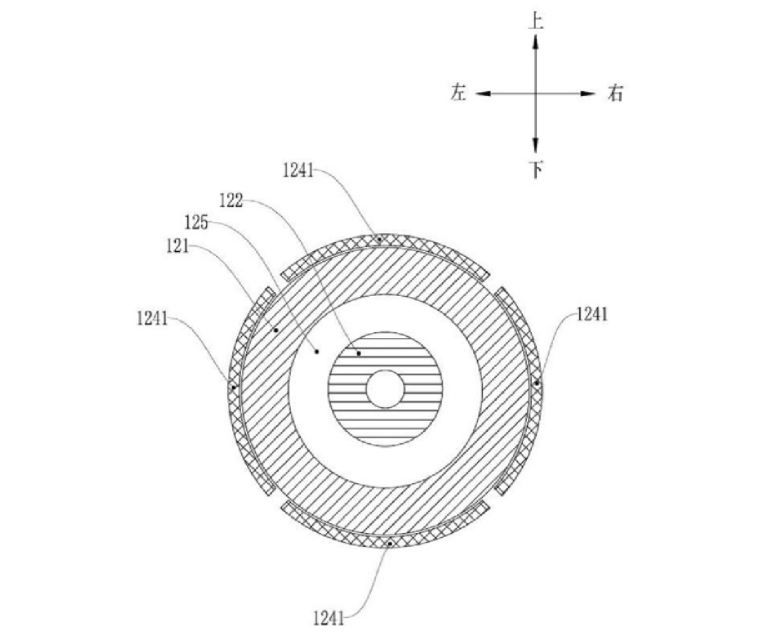
1.某种塑料实壁管壁厚自动调节设备,其特征在于,包括挤出装置、定型装置、测径装置和终端,所述挤出装置和所述定型装置沿管材的加工方向依次设置,所述测径装置设置于所述定型装置的出料端,所述挤出装置包括挤出机和成型模具,所述成型模具的进料端与所述挤出机的出料端连接,所述成型模具包括口模、芯模、粗调节机构和微调节机构,所述芯模设置于所述口模的内部,且所述芯模与所述口模之间形成有挤出通道; 所述粗调节机构设置于所述口模的外壁,所述粗调节机构用于调节所述口模的位置从而调节所述口模的内壁与所述芯模的外壁之间的径向距离,所述微调节机构包括多个加热套,所述加热套设置于所述口模的外周壁,所述加热套用于调节对应的口模位置的温度; 所述定型装置用于将从所述挤出装置挤出的管坯冷却定型为成型管材,所述测径装置用于测量并获取成型管材的壁厚数据,所述测径装置与所述终端通信连接,所述终端与所述粗调节机构通信连接。
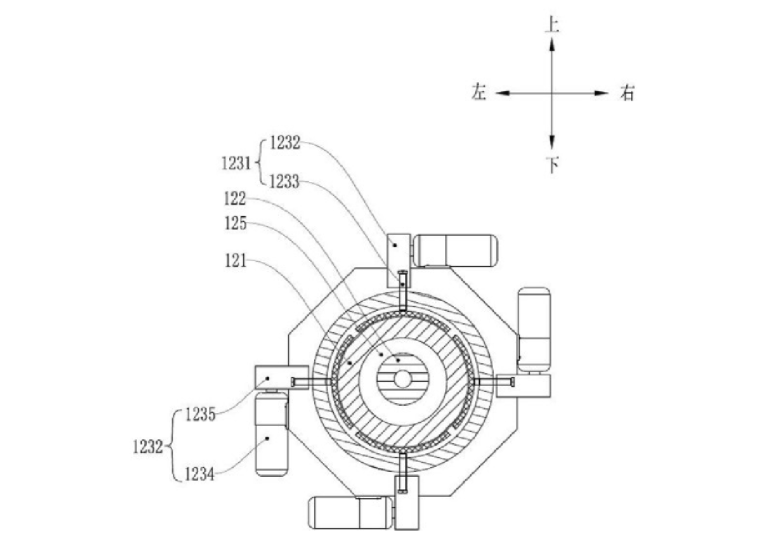
2.根据权利要求1所述的塑料实壁管壁厚自动调节设备,其特征在于,所述微调节机构包括四个所述加热套,四个所述加热套呈环形阵列地设置于所述口模的外周壁。
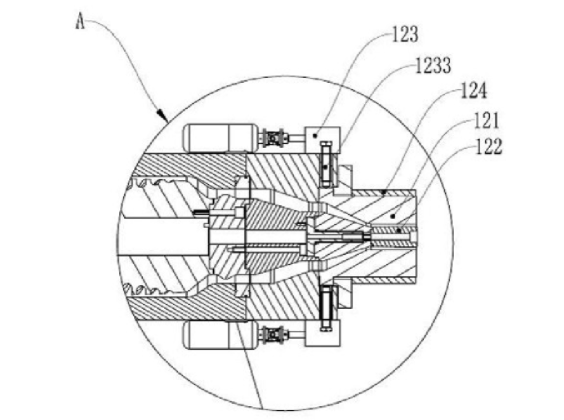
3.根据权利要求2所述的塑料实壁管壁厚自动调节设备,其特征在于,所述粗调节机构包括四个调节模组,四个所述加热套分别与四个所述调节模组一一对应设置,所述调节模组包括驱动组件和调模螺丝,所述调模螺丝的一端与所述驱动组件的输出端连接,所述调模螺丝的另一端穿过对应的所述加热套后与所述口模的外壁相抵接,所述驱动组件驱动所述调模螺丝转动从而调节所述调模螺丝对应的口模位置。
4.根据权利要求3所述的塑料实壁管壁厚自动调节设备,其特征在于,四个所述调节模组分别设置于所述口模的外壁的上侧、下侧、左侧和右侧,四个所述加热套分别设置于所述口模的外周壁的上侧、下侧、左侧和右侧。
5.根据权利要求3所述的塑料实壁管壁厚自动调节设备,其特征在于,所述粗调节机构设置于所述口模的靠近所述挤出机的一端,所述微调节机构设置于所述口模的远离所述挤出机的一端。
6.根据权利要求3所述的塑料实壁管壁厚自动调节设备,其特征在于,所述定型装置包括真空箱体和定径套,所述定径套设置于所述真空箱体的靠近所述挤出装置的一端,所述测径装置设置于所述真空箱体的内部,且所述定径套位于所述成型模具和所述测径装置之间。
7.某种塑料实壁管壁厚自动调节方法,使用如权利要求3~6任意一项所述的塑料实壁管壁厚自动调节设备,其特征在于,包括以下步骤: S1、启动所述挤出装置,料体经过所述挤出机挤出至所述成型模具出料,然后经过所述定型装置冷却定型为成型管材; S2、成型管材经过所述测径装置进行壁厚测量,所述测径装置测量并获取成型管材的壁厚数据,将成型管材的壁厚数据处理得到成型管材的壁厚的偏差值,并将成型管材的壁厚的偏差值传输至所述终端; S3、所述终端根据成型管材的壁厚的偏差值控制所述粗调节机构或所述微调节机构进行壁厚调节: 当成型管材的壁厚的偏差值≥最大允许偏差值时,所述终端向所述粗调节机构发出粗调指令,所述粗调节机构启动并调节所述口模的位置; 当最大允许偏差值>成型管材的壁厚的偏差值≥合格偏差值时,所述终端向所述微调节机构发出微调指令,所述微调节机构启动并调节所述加热套对应的口模位置的温度; S4、当经过壁厚调节后制得的成型管材到达所述测径装置时,跳转至步骤S2,直至成型管材的壁厚的偏差值<合格偏差值,完成壁厚调节。
8.根据权利要求7所述的塑料实壁管壁厚自动调节方法,其特征在于,所述步骤S3中,所述成型管材的壁厚的偏差值为所述口模的内壁与所述芯模的外壁之间在上下方向的径向距离的差值,或者所述成型管材的壁厚的偏差值为所述口模的内壁与所述芯模的外壁之间在左右方向的径向距离的差值。
9.根据权利要求7所述的塑料实壁管壁厚自动调节方法,其特征在于,所述步骤S3中,所述粗调节机构启动并调节所述口模的位置具体为:位于所述口模的外壁的上侧和下侧的调节模组中,驱动组件驱动调模螺丝转动从而调节所述口模上移或者下移,和/或位于所述口模的外壁的左侧和右侧的调节模组中,驱动组件驱动调模螺丝转动从而调节所述口模左移或者右移; 所述微调节机构启动并调节所述加热套对应的口模位置的温度具体为:设定位于所述口模的外壁的上侧、下侧、左侧或者右侧的加热套的加热温度,所述加热套对成型管材壁厚小的对应的口模位置进行加热。
10.根据权利要求7所述的塑料实壁管壁厚自动调节方法,其特征在于,所述步骤S4完成壁厚调节后,还包括所述测径装置启动监控模式对成型管材的壁厚进行实时监控,当监控到成型管材的壁厚的偏差值≥最大允许偏差值,或者最大允许偏差值>成型管材的壁厚的偏差值≥合格偏差值时,跳转至步骤S3。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























