明尼苏达州布莱恩市的一家工厂最近通过了ISO 13485认证,该工厂正在两台CNC机器上运行用于膝关节置换手术的可植入医疗级聚醚醚酮(PEEK)部件。五轴机床铣削了大部分零件(周期时间为45分钟),三轴机床完成了零件(周期时间为15分钟)。如今,该零件已在Marubeni Citizen-Cincom L220瑞士型车床上15分钟内完成了机加工。
Challenge Machine在2015年购买了第一台L220。此后,又增加了两台。PEEK组件是在B轴瑞士型机加工的完整零件的众多示例之一,其中一些以前曾在多个工厂中使用过。这些瑞士式机床最重要的是旋转中心,而B轴带电工作台使它们可以用作带有棒料进给器的五轴铣床,从而可以长时间无人值守操作。在最近一次访问中,我了解了车间如何从这项技术中受益,采用该技术所面临的一些挑战以及从中汲取的一些教训。
吉姆·贝特兰(Jim Betland)于1999年在自己的地下室创立了Challenge Machine。该公司的很大一部分业务都用于半导体行业的微加工零件。现在,它位于明尼阿波利斯以北的16,000平方英尺,受环境控制的设施中,他的商店仍在为该行业和其他行业(包括汽车,医疗和国防)进行大量微加工工作。实际上,它最近添加了一个Sodick UH430L CNC铣床,该铣床具有60,000 rpm的主轴和托盘更换器,可实现长时间的无人值守的微加工。
尽管并非车间的所有工作都涉及微加工,但几乎所有工作都是复杂的。这就是商店添加首批瑞士式夫妇的原因之一。尽管这些机器没有B轴,但通过现场工具站可以执行铣削作业。其中一个具有副主轴,可以从主轴上拾取部分加工的零件用于后加工。
L220s是该店的首批B轴瑞士型号。贝特兰德说:“这些机器肯定有学习曲线。对于这些类型的瑞士类型的新商店,应该期望花费一些时间才能真正能够充分利用B轴。”该车间由机械师Eric Grue负责学习第一台L220的B轴加工的来龙去脉。他熟悉瑞士类型,特别是丸红Citizen-Cincom设备,但这是他第一次使用B轴模型。他说:“我们花了一年时间才真正利用B轴。有一段时间,我们仅将其用于垂直于棒料的交叉工作或直接进行反向工作。”
现在,车间以不垂直于棒料中心线的角度进行了大量的钻孔和铣削(B轴提供135度旋转)。Grue先生发现的一个技巧是使用立铣刀而不是定位工具来创建用于角向钻孔的导向孔。该工具的平端防止它以奇角度与材料接合时“走动”。此外,他指出,在使用B轴进行微加工时(即,使用直径小于1 mm的刀具时),必须有很小的切削深度和很慢的进给速度。这是因为当线性轴和轴向轴同步移动时,它们会在工具上施加很大的压力。例如,该车间最近使用了0.5毫米的钻头,该钻头的切削深度为5%,进给速度为每分钟60毫米。
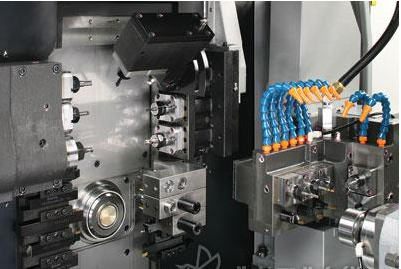
但是,他还发现为此类机器开发工具策略需要独创性。与配备大容量换刀装置的CNC铣床不同,瑞士式铣床的刀具站数量有限。L220s具有五个车削工位,三个用于主轴的十字加工工位,六个对置工位(三个带电,三个静态),后座八个工位(四个带电,四个静态)和B轴刀架上的四个带电工位。Grue先生说:“根本无法像在工厂中那样使用自定义表格工具等特殊功能。我们必须在如何使用球磨机,镗杆,切槽工具等方面创造创意,以创建零件所需的复杂特征,例如PEEK膝关节置换零件上的钟形ID几何形状。”
也可以通过多种方式将零件定向到棒料的体积内。零件的方向有时取决于主轴上加工的特征,其长度足以使副主轴能够抓紧。这通常是一个圆形特征,但是在某些情况下,格鲁先生将方形轮廓铣入ER夹头中,以夹紧零件末端的配对方形特征。
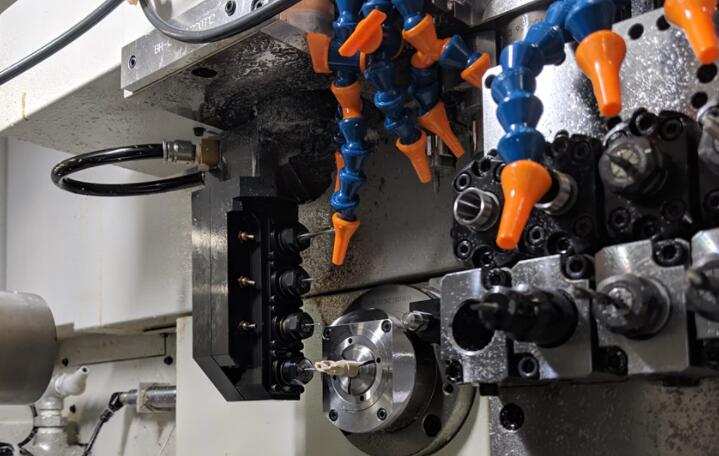
Challenge Machine的优势在于,三个L220可以使用油或压缩空气冷却零件。机加工金属时通常使用油冷却剂。实际上,最新的L220具有高压冷却液输送功能,可在用17-4和304不锈钢进行深孔钻削时改善切屑的排出。
压缩空气可用于塑料,因为油会污染这些材料。通过简单地清洁筒夹和导向衬套并从刀架,冷却液和压缩空气管路上擦去冷却液,该车间就可以从金属零件转换为塑料零件转换。这不是一个细致的过程。关键是要确保没有残留的油可能滴到塑料材料上。批量安排医疗和塑料工作有助于最大程度地减少转换。Challenge Machine还使用压缩空气从副主轴上弹出精密的塑料零件,因为该机器的顶针可能会留下痕迹。
PEEK零件特有的一种技术涉及最小化棒料“残料”的长度;也就是说,由于瑞士式主夹头和标志性导向衬套之间的距离,棒材的其余末端无法加工。剩余长度通常在7到12英寸之间,这对提供这种材料的客户来说可能是昂贵的(36英寸长的这种材料的成本约为1,800美元)。拧入杆端的机加工钢制延伸件将PEEK残余长度减少到2英寸。
事后看来,车间应该考虑使用棒料直径为32毫米而不是20毫米的机器来容纳更大的零件,贝特兰德说。它也可能不会像购买前两台L220那样购买多台80,000 rpm的高速电主轴(一台机床提供6,000 rpm的带电工具,而另一台提供9,000 rpm)。“使用小型工具进行加工并不一定需要很高的转速,”格吕先生解释说:“我们的两台L220可以提供9,000 rpm的转速就足够了。另外,电主轴具有最小的扭矩,因此您无法使用它们获得像样的金属切削深度。”
展望未来,挑战机公司正在考虑使用冷却的冷却方法(例如压缩的CO 2或干冰喷射)来加工塑料,以减少在零件上产生毛刺的机会。Grue先生解释说,在加工塑料时,工具和基础材料会吸收热量,而不是屑产生的热量。基本零件材料的温度越高,被切割的材料越有可能磨损并保持与零件的连接。使用冷空气作为冷却剂并结合锋利的,无涂层的刀具,可以减少这种情况的发生。
它还将很快将瑞士式编程转换为目前用于CNC铣床的GibbsCAM CAD / CAM软件。该商店赞赏该软件的仿真功能及其MultiBlade工具路径策略。目前,它使用MultiBlade在其五轴机床上加工塑料叶轮,但希望将其工作转移到L220s,以获取无人值守加工的优势。
(文章来源于贤集网)