摘要:
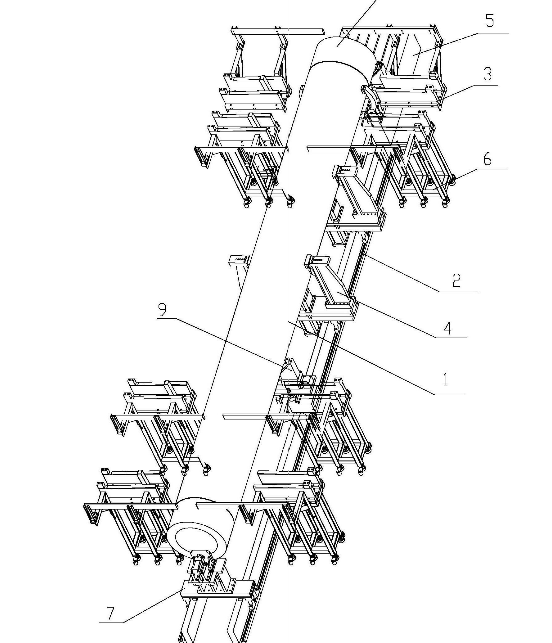
本发明提供了一种机械自动化精密夹具,包括支撑轨道、外支撑架和内支撑架,支撑轨道上安装有一对外支撑架和一对内支撑架,支撑轨道上还安装有多个升降机构、夹持机构和辅助机构,外支撑架分别设置在支撑轨道的两端,两个内支撑架设置在两个外支撑架之间,内支撑架用于夹持圆柱件,外支撑架用于夹持焊接。
背景技术:
机械加工中由于部分零部件的用途不同因此需要焊接,在焊接的零件中,难度最大的是管件的焊接,首先管件自身的对齐具有一定的难度,很难通过传统的手段将两个独立的管件,目前这种方式都是通过两个不同的气动夹具夹紧,但是气动夹具由于自身气源的不稳定和传输机构的密封性的问题,难以做到精密加工的目的,并且目前自动化的加工中,对于夹紧机构与接收机构是一体的,长时间在冲击力的作用下,导致定位夹具的磨损以及零件的损坏,从而降低了管件夹具的精密度。
因此如何改善管道夹具结构使其收发与夹紧机构分离,避免加工过程中的自然损耗,另外通过不同的升降机构与夹持机构使管件的夹具更加的稳定、加工的更加精密是本发明需要解决的技术问题。
发明内容:
本发明旨在提供一种克服上述问题或者至少部分地解决上述问题的一种机械自动化精密夹具,以解决管件焊接加工加持对齐不够精密的问题。
为达到上述目的,本发明的技术方案具体是这样实现的:
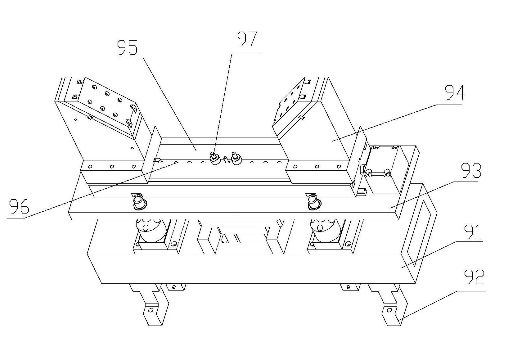
本发明的提供了一种机械自动化精密夹具夹持机构用于将圆柱件夹紧,辅助机构用于接收圆柱件进入到精密夹具中,支撑轨道的一端设置有用于定位圆柱件长度的辅助机构,辅助机构与夹持机构设置在支撑轨道的不同端,支撑轨道的一端设置有顶针座,顶针座用于对圆柱件长度限位并且配合夹持机构固定圆柱件。升降机构底部设置有基座,基座安装在支撑轨道上,基座下方设置有多个固定块,固定块通过螺栓与床体本身固定安装,基座上方设置有轴对称的辐板和滑轨,滑轨与基座垂直安装,滑轨用于将云架送至安装位置,定位块水平固定安装在辐板的顶端。
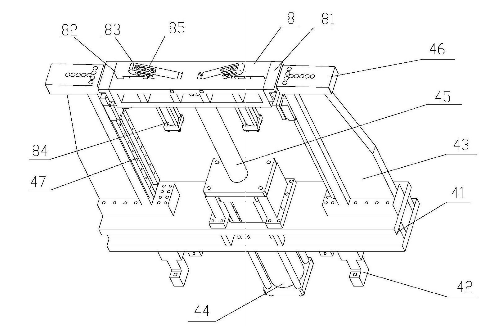
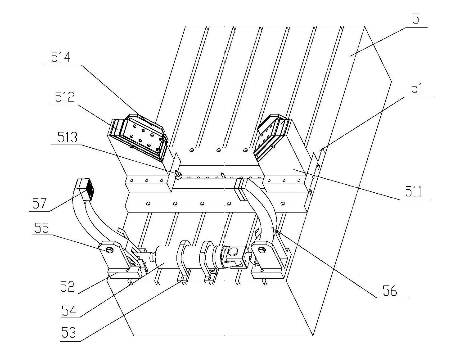
基座下方安装有穿过基座中心位置的第二气缸,气缸杆位于基座的上方,气缸杆与云架固定安装。夹持机构包括圆柱件夹持组和焊接件夹持组,两个加持组均安装在水平台上,焊接件夹持组通过焊接件夹座可移动的安装在水平台上,焊接件夹座两边分别设置有固定夹座和活动夹座,活动夹座与固定夹座对齐安装,活动夹座两端均设置有定位柱。圆柱件夹持组为两边轴对称的结构,圆柱件夹持组通过圆柱夹座和气缸夹与水平台固定安装,其中气缸夹用于安装水平设置的第一气缸,圆柱夹座用于安装弧形的夹臂,夹臂以销轴为旋转轴安装在圆柱夹座上,夹臂底端与第一气缸的伸缩杆固定连接,夹臂顶端内侧设置有缓冲垫。
本发明提供了一种机械自动化精密夹具,有益效果在于:
本发明采用活动的安装方式适应不同直径的管件的夹持,并且通过上下料与对齐夹具分离的方式保护夹具在上下料中不被冲击,另外采用双重的升降机构,使管件在加工位置通过机械的定位作用保持稳定,避免气动夹具存在的自身的缺陷导致在焊接过程中不能一直保持两个独立管件的稳定,一方面不产生跳动,另一方面不产生转动,是焊接的缝隙和焊点具有很好的连续性,从而提高管件焊接的精密度,增加该自动化夹具的使用寿命。





























