摘要:
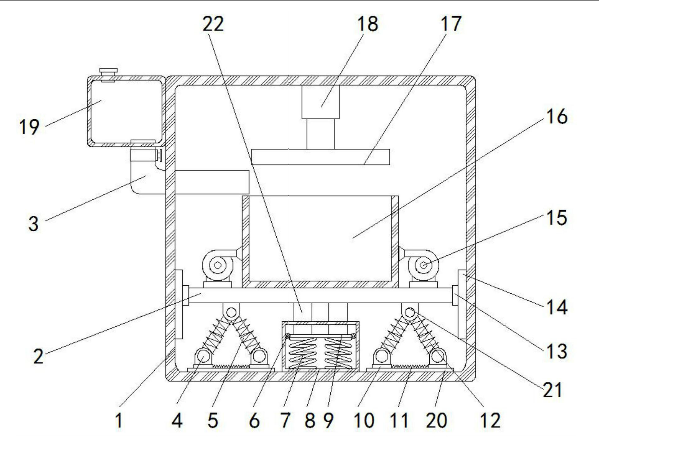
本实用新型涉及加气砖技术领域,且公开了一种自动化加气砖生产用成型装置,包括成型仓,成型仓的左侧固定连接有物料仓,成型仓的内部活动安装有支撑板,支撑板的左右两侧均固定连接有第二滑块,成型仓的左右两侧内壁均固定连接有与第二滑块滑动连接的第二滑轨,支撑板的顶部固定安装有模具。
背景技术:
加气砖即蒸压加气混凝土砌块,简称加气砖,是通过高温蒸压设备工艺生产的加气混凝土砌块,加气砖可以理解为一个简化的或是一个通用的名称,其涵盖的产品范围应该要大一点,即采用包括蒸压在内的其他各种工艺生产的砖品。
加气砖在生产时需要成型装置进行成型,目前加气砖成型装置是将加气砖的原材料倒入,最后经过加压设备进行加压,从而将原材料挤压成型,完成加气砖的成型工作,但是由于现有的加气砖成型装置没有对模具进行减震,在加压的过程中很容易支撑的不平稳,容易产生加气砖表面挤压不均匀,故此提出一种自动化加气砖生产用成型装置来解决上述的问题。
实用新型内容:
(一)解决的技术问题:
针对现有技术的不足,本实用新型提供了一种自动化加气砖生产用成型装置,具备减震效果好等优点,解决了现有的加气砖成型装置没有对模具进行减震,在加压的过程中很容易支撑的不平稳,容易产生加气砖表面挤压不均匀的问题。
(二)技术方案:
一种自动化加气砖生产用成型装置支撑板的顶部固定安装有数量为两个的风机,成型仓的内顶壁固定安装有气缸,气缸的底部固定连接有压板,物料仓的内底壁固定连接有一端贯穿并延伸至成型仓内部且位于模具上方的进料管,支撑板的底部固定安装有数量为两个的第二U型连接块,两个第二U型连接块的内部均通过转动杆活动连接有伸缩杆,四个伸缩杆的外侧均活动安装有第三弹簧,四个伸缩杆远离第二U型连接块的一端均活动连接有第一U型连接块。
进料管的外侧固定安装有阀门,成型仓的左右两侧开设有散热孔。成型仓的正面活动安装有第一活动门,第一活动门的内部镶嵌有观察窗。模具的正面活动安装有第二活动门,第二活动门的背面固定连接有与模具的正面相适配的密封圈。减震仓的顶部开设有数量为两个的贯穿孔,两个贯穿孔的大小分别和两个竖杆的大小相适配。物料仓的内底壁固定连接有一端贯穿并延伸至物料仓外部的补料管,补料管的顶部活动安装有密封盖。

(三)有益效果:
该自动化加气砖生产用成型装置,通过设置物料仓,打开阀门,物料从出料管进入模具中启动气缸,气缸带动压板向下移动,压板对物料进行加压处理,加压完成后,启动风机,使物料冷却的更快,加压的过程中,通过设置竖杆,竖杆会向上或向下运动,从而第一弹簧会被压缩或者被拉伸,从而初步缓解了压力,通过设置伸缩杆、第三弹簧、第一U型连接块和第二U型连接块,由于第二弹簧的张力和第三弹簧的张力,缓解了大部分的压力支撑板支撑的更加平稳,使其加工出来的加气砖质量更好。





























