本实用新型属于车门包边技术领域,具体涉及一种整车门盖智能包边系统,包括液压包边机、包边模具、上料系统和下料系统,整车门盖智能包边系统还包括一拖六换模机构,上料系统包括上料抓具、上料机器人、上料抓具端工具快换装置和推拉台架上料台和上料抓具停放架,上料机器人安装有与上料抓具端工具快换装置相匹配的上料机器人端工具快换装置,推拉台架上料台连接有推拉台架,推拉台架包括整体框架、垫板组件和台架推拉机构,垫板组件包括由垫板A、垫板B和垫板C组成,整体框架安装有第一传感器和第二传感器,整体框架连接有限位块,整体框架安装有两个气缸,气缸连接有定位销,垫板A、垫板B和垫板C上设有与定位销相匹配的销套。
技术领域
[0001] 本实用新型属于车门包边技术领域,具体涉及一种整车门盖智能包边系统。
背景技术
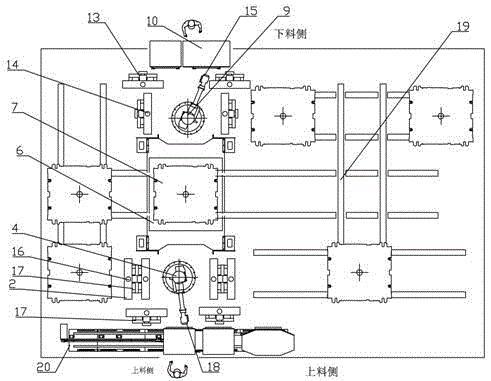
[0002] 如图1所示,现有的车身门盖区域的包边系统,主要组成部分:液压包边机6、包边模具7、一拖四换模机构11(见图2)和上下料系统(上料台1、上料抓具2、抓具端工具快换装置3、上料机器人4、机器人端工具快换装置5、下料抓具8、下料机器人9、下料台10、抓具停放架12)。
[0003] 布局说明:
[0004] 液压包边压机6的主要作用是通过液压作用在模具上使得车门或者汽车前后盖的内外板通过折弯粘合在一起,一般汽车门盖包边压机配置一副或两副模具,每副模具由上下模组成,模具放置在换模平台上;包边压机的模具都比较重,一般最重达12~16吨。
[0005] 换模机构的运动分为两个部分,一个是横向运动,另一个是纵向运动,横向运动和纵向运动是空间上的十字交叉运动。横向运动主要是横向推拉机构推拉模具和模具垫板一起运动,纵向运动主要是纵向推拉机构推拉模具进出压机的一个过程。两个运动相互配合从而完成一副模具与另一副模具的快速交换。从现场的实际情况看,一台压机配置的换模机构能自动对四副模具进行换模,即一拖四换模机构,按压机两侧各2副模具。
[0006] 上下料系统包括上料台1,上料机器人4、上料抓具2,下料机器人9,下料台10,下料抓具8,抓具停放架12,抓具端工具快换装置3,抓具端工具快换装置3分两部分组成,一部分安装在机器人末端法兰——机器人端工具快换装置,另一部分安装在抓具底板上——抓具端工具快换装置。包边区的上下料主要是靠上料机器人通过工具快换装置快速连接上料侧抓具,轨迹动作实现上料台上的待包边车件的内外板的抓取,进包边液压机的包边模具内进行包边之后,再由下料机器人通过工具快换装置快速连接下料侧抓具轨迹动作进行抓取包边好的车件放置到下料台上。
[0007] 动作说明:
[0008] 车身需要包边的零件(以下简称“车件”)的内板与外板涂好包边专用胶放置在固定上料台1上并进行定位与夹紧,上料机器人4通过设定程序和上料机器人4末端安装的机器人端工具快换装置5选择和确认车件对应的上料抓具2,与抓具端工具快换装置3进行快速对接和确认,上料机器人4带着车件上料抓具2自动程序动作抓取固定上料台1上的车件,放入打开的包边模具7内,包边模具7安装在液压包边机6上,对车件的内板和外板进行包边,包边过程中,下料机器人9通过设定程序和下料机器人末端安装的机器人端工具快换装置5选择和确认对应的车件下料抓具8,与下料抓具8上的抓具端工具快换装置3进行快速对接和确认,下料机器人9带着下料抓具8自动程序动作至液压包边机6的下料口,待包边结束,从包边模具7中抓取出已经包边完成的车件,放置在固定下料台10上,包边完成。
[0009] 其中,固定上料台1为2个车件共用的固定上料台,两个固定上料台可供四个车身零件使用。
[0010] 如果需要对包边的车件更换,那么对应车件的包边模具7则由一拖四换模机构11进行将液压包边机内的包边模具进行快速换模,在进行新的车件的包边模具交换的同时,上料机器人4连同机器人端工具快换装置5将原有车件的上料抓具2脱开,放置到对应的抓具停放架12上,然后再与新的需要包边的车件的上料抓具通过机器人端工具快换装置5和安装在抓具上的抓具端工具快换装置进行快速对接和确认,再循环新车件的包边过程,同时下料机器人的抓具也是按照上述上料侧抓具交换的方法进行快速的交换。
[0011] 但是现在的局限性:
[0012] 1、上料台固定在地上,其位置应在机器人臂展范围内,且上料侧车件由内外板组成,上料台需满足两个内外板零件的定位和抓取位置;一般单个固定上料台可以满足两个车件各两个内板和各个外板零件的共用放置,现有技术的包边方案布局由于机器人臂展有限一般只能使用两个固定的上料台,即只能满足四个车件的零件放置;
[0013] 2、如果车件数量增多相应料台数量也需要增加,料台数量大于两个一般会超出机器人的抓取范围,随着市场多样化的需求增多,汽车厂的车型不局限于单一或者几种车型,车型需要不断的改进和推出新车型,新车型需要投入大量的生产设备,由于场地、资金等各方面的限制,传统的一拖四包边解决方案已经无法满足目前越来越多的车型多元化的需求,尤其是个性化车型的生产需求;
[0014] 3、一拖四的包边解决方案的布局和成本投入在整体车型考虑和生产计划和效率上还存在很大的局限性,为了满足车型整体的车身包边和车型多元化的需求,就需要开发一种更经济型的车身零件包边解决方案,以便为了在减少设备投入的同时满足多样化并且优化生产需求。





























