申请号:CN201710637738.2
申请日:2017-07-28
公开(公告)号:CN107598406A
公开(公告)日:CN2016110710735
发明人:江维
申请(专利权)人:珠海瑞凌焊接自动化有限公司
代理机构:广东朗乾律师事务所
代理人:杨焕军
申请人地址:广东省珠海市香洲区前山工业区华威路611号第一栋第一层
1.电动四轮车车架柔性自动化焊接生产线,其特征在于:包括用于电动四轮车车架的前部组件焊接的前部工作站,用于电动四轮车车架的后部组件焊接的后部工作站,用于电动四轮车车架的底盘焊接的底盘一工作站和底盘二工作站,用于电动四轮车车架的左门组件焊接的左门工作站,用于电动四轮车车架的右门组件焊接的右门工作站,以及将所有工作站焊接完成的前部组件、后部组件、底盘组件、左门组件、右门组件、结合成品送给的后门组件一并运送至上下料作业区域完成总体组装的车架总成工作站一和车架总成工作站二;所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站位于同一侧且依次并列设置;所述车架总成工作站一和车架总成工作站二位于同一侧,且车架总成工作站一、车架总成工作站共用一条装配线和成品输送线,所述车架总成工作站一对前部组件、后部组件、底盘组件、左门组件、右门组件和后门组件完成车架总成第一步的焊接,再流至车架总成工作站二完成总体焊接组装的二次焊接;所有的工作站及成品输送线形成便于前部组件、后部组件、底盘、左门组件、右门组件的物料距离最短输送至车架总成工作站一和车架总成工作站二的U字形布置。
2.根据权利要求1所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站对应的每道工序采用双机器人自动焊接,前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站还配备有用于上下料工位与焊接工位进行工位交换、及每个工位工件翻转后正反面焊接的三轴翻转型焊接变位机,三轴翻转型焊接变位机便于工作站的一个工位焊接时、另一个工位同时进行待焊工件的装夹。
3.根据权利要求2所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述左门工作站和右门工作站还设有用于三轴翻转型焊接变位机上焊接后的工件进行补焊及检测的补焊工作台和检测工作台。
4.根据权利要求2所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述左门工作站和右门工作站内均设有至少两个便于搬运焊接后工件的八字管物料车。
5.根据权利要求2所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述车架总成工作站一的装配线上侧的上下料作业区域放置有从所述前部工作站、后部工作站和底盘二工作站分别搬运至的前部组件、后部组件和底盘组件,所述车架总成工作站一的装配线下侧放置有从左门工作站、右门工作站及外协分别搬运至的左门组件、右门组件和后盖组件。
6.根据权利要求2所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述车架总成工作站二的装配线上侧的上下料作业区域放置有从所述前部工作站、后部工作站和底盘一工作站分别搬运至的前部组件、后部组件和底盘组件,所述车架总成工作站二的装配线下侧放置有从左门工作站、右门工作站及外协分别搬运至的左门组件、右门组件和后盖组件。
7.根据权利要求1所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站、右门工作站、车架总成工作站一和车架总成工作站二内还分别配备有对每道工序中焊接产生的烟尘进行抽空排出的抽风除尘系统。
8.根据权利要求1所述的电动四轮车车架柔性自动化焊接生产线,其特征在于,所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站、右门工作站、车架总成工作站一和车架总成工作站二内还分别配备有焊接电源、清枪器、焊接夹具、安全工作间和安全光栅。
【技术领域】
本发明涉及自动化生产技术,尤其涉及一种电动四轮车车架柔性自动化焊接生产线。
【背景技术】
电动四轮车是一种新能源车辆,电动车已经风靡了全国各地,它不像现在通常所使用的车辆,造成极大的环境污染;电动四轮车的轻便、节能、无污染的特性,使得电动四轮车越来越广泛的受到欢迎。
但是,四轮电动车车架由管件、板件、冲压件240多个零件焊接组成,绝大部分零部件为异型钣金件,车架各零部件的焊接次序都有严格的要求;由于电动四轮车车架零件较多,且现有四轮电动车车架的焊接生产,生产厂家基本上采用的还是传统的手工焊接生产,焊接量大,焊工的劳动强度大,且焊接烟尘对人体造成伤害,焊接完之后,还需人工将车架搬运到成品料架,并进行码垛,非常费时费力;不仅效率低下,产能也跟不上市场的需求。
线性化生产在现代化工厂应用非常普遍,将整个生产流水线分为若干工位,每个工位定员定岗,规范现场作业秩序,提高工人业务熟练度,通过实现单件流,消除生产工序间缓存。
目前四轮电动车车架生产车间一般采用拼焊工艺,生产采用单人负责单工序,工序内容繁杂,存在漏拼、漏焊,车架翻转无专用装置,缓存多单位面积产出比低等质量、安全、物流、效率问题,造成难以按时完成订单任务。
【发明内容】
本发明针对现有车架拼焊过程中存在漏拼、漏焊的质量问题和车架翻转作业的安全问题,提供一种采用了机器人自动化焊接,节省了人工、提高了焊接质量和确保焊接质量的稳定性,提高生产效率、简化生产焊接工艺的电动四轮车车架柔性自动化焊接生产线。
为了实现上述发明目的,本发明采用的技术方案是:
电动四轮车车架柔性自动化焊接生产线,包括用于电动四轮车车架的前部组件焊接的前部工作站,用于电动四轮车车架的后部组件焊接的后部工作站,用于电动四轮车车架的底盘焊接的底盘一工作站和底盘二工作站,用于电动四轮车车架的左门组件焊接的左门工作站,用于电动四轮车车架的右门组件焊接的右门工作站,以及将所有工作站焊接完成的前部组件、后部组件、底盘组件、左门组件、右门组件、结合成品送给的后门组件一并运送至上下料作业区域完成总体组装的车架总成工作站一和车架总成工作站二;所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站位于同一侧且依次并列设置;所述车架总成工作站一和车架总成工作站二位于同一侧,且车架总成工作站一、车架总成工作站共用一条装配线和成品输送线,所述车架总成工作站一对前部组件、后部组件、底盘组件、左门组件、右门组件和后门组件完成车架总成第一步的焊接,再流至车架总成工作站二完成总体焊接组装的二次焊接;所有的工作站及成品输送线形成便于前部组件、后部组件、底盘、左门组件、右门组件的物料距离最短输送至车架总成工作站一和车架总成工作站二的U字形布置。
优选地,所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站对应的每道工序采用双机器人自动焊接,前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站还配备有用于上下料工位与焊接工位进行工位交换、及每个工位工件翻转后正反面焊接的三轴翻转型焊接变位机,三轴翻转型焊接变位机便于工作站的一个工位焊接时、另一个工位同时进行待焊工件的装夹。
优选地,所述左门工作站和右门工作站还设有用于三轴翻转型焊接变位机上焊接后的工件进行补焊及检测的补焊工作台和检测工作台。
优选地,所述左门工作站和右门工作站内均设有至少两个便于搬运焊接后工件的八字管物料车。
优选地,所述车架总成工作站一的装配线上侧的上下料作业区域放置有从所述前部工作站、后部工作站和底盘二工作站分别搬运至的前部组件、后部组件和底盘组件,所述车架总成工作站一的装配线下侧放置有从左门工作站、右门工作站及外协分别搬运至的左门组件、右门组件和后盖组件。
优选地,所述车架总成工作站二的装配线上侧的上下料作业区域放置有从所述前部工作站、后部工作站和底盘一工作站分别搬运至的前部组件、后部组件和底盘组件,所述车架总成工作站二的装配线下侧放置有从左门工作站、右门工作站及外协分别搬运至的左门组件、右门组件和后盖组件。
优选地,所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站、右门工作站、车架总成工作站一和车架总成工作站二内还分别配备有对每道工序中焊接产生的烟尘进行抽空排出的抽风除尘系统。
优选地,所述前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站、右门工作站、车架总成工作站一和车架总成工作站二内还分别配备有焊接电源、清枪器、焊接夹具、安全工作间和安全光栅。
本发明的有益效果是:
本发明采用八个工作站,将车架的焊接分为八道机器人自动化焊接的工序,前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站对应的每道工序用双机器人自动焊接,并配备有用于上下料工位与焊接工位进行工位交换和每个工位工件翻转的三轴翻转型焊接变位机,一个工位焊接时,另一个工位同时进行待焊工件的装夹,使焊接机器人的工作效率达到最大化,有效的解决了工人劳动强度大的问题;且每道工序配备有抽风除尘系统,抽风除尘系统的配置,解决了焊接烟尘对于工人的伤害。
另外,每个工作站还配备焊接电源、清枪器、焊接夹具、安全工作间和安全光栅等设施,生产线分八个工作站,前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站将焊接完成的工件,结合成品的后门组件送给至车架总成工作站一完成车架总成第一步焊接,再流至车架总成工作站二完成总体焊接组装的二焊接,所有的工作站呈U字形布置,有效控制生产的节奏,且U字形摆放可使工件焊接后距总成工作站的距离最短,方便物流运送。
因此,整个生产线地基简单,占地面积较少,对车间依赖小,整个生产线利用率高,车间单位面积产出高;对车架拼焊划分为若干工位,并设计与之相匹配的车架翻转、物料输送装置,实现车架拼焊线性化生产,简化了生产焊接工艺,提高了生产效率,有效解决了拼焊过程中存在漏拼、漏焊的质量问题,节省了人工、提高了焊接质量,同时有效确保了焊接质量的稳定性。
【附图说明】
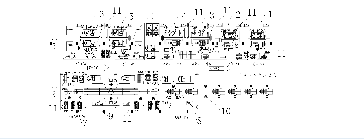
图1是本发明的总体布局图;
图2是本发明前部工作站的放大结构布局图;
图3是本发明后部工作站的放大结构布局图;
图4是本发明底盘一工作站的放大结构布局图;
图5是本发明底盘二工作站的放大结构布局图;
图6是本发明左门工作站的放大结构布局图;
图7是本发明右门工作站的放大结构布局图;
图8是本发明车架总成工作站一的局部放大结构布局图。
以下结合附图对本发明的具体实施方式作进一步详细地说明。
【具体实施方式】
电动四轮车车架柔性自动化焊接生产线,如图1至图8所示,包括用于电动四轮车车架的前部组件焊接的前部工作站1,用于电动四轮车车架的后部组件焊接的后部工作站2,用于电动四轮车车架的底盘焊接的底盘一工作站3和底盘二工作站4,用于电动四轮车车架的左门组件焊接的左门工作站5,用于电动四轮车车架的右门组件焊接的右门工作站6,以及将所有工作站焊接完成的前部组件、后部组件、底盘组件、左门组件、右门组件、结合成品送给的后门组件一并运送至上下料作业区域完成总体组装的车架总成工作站一7和车架总成工作站二8;该前部工作站1、后部工作站2、底盘一工作站3、底盘二工作站4、左门工作站5和右门工作站6位于同一侧且依次并列设置;车架总成工作站一7和车架总成工作站8二位于同一侧,且车架总成工作站一7、车架总成工作站8共用一条装配线9和成品输送线10,车架总成工作站一7对前部组件、后部组件、底盘组件、左门组件、右门组件和后门组件完成车架总成第一步的焊接,再流至车架总成工作站二8完成总体焊接组装的二次焊接;所有的工作站及成品输送线形成便于前部组件、后部组件、底盘、左门组件、右门组件的物料距离最短输送至车架总成工作站一7和车架总成工作站二8的U字形布置。其中,该前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站、右门工作站、车架总成工作站一和车架总成工作站二内还分别配备有对每道工序中焊接产生的烟尘进行抽空排出的抽风除尘系统11,以及焊接电源、清枪器、焊接夹具、安全工作间和安全光栅;抽风除尘系统的配置决了焊接烟尘对于工人的伤害。
另外,如图2至图7所示,该前部工作站1、后部工作站2、底盘一工作站3、底盘二工作站4、左门工作站5和右门工作站6对应的每道工序采用双机器人自动焊接,前部工作站1、后部工作站2、底盘一工作站3、底盘二工作站4、左门工作站5和右门工作站6还配备有用于上下料工位与焊接工位进行工位交换、及每个工位工件翻转后正反面焊接的三轴翻转型焊接变位机12,三轴翻转型焊接变位机便于工作站的一个工位焊接时、另一个工位同时进行待焊工件的装夹;左门工作站5和右门工作站6还设有用于三轴翻转型焊接变位机上焊接后的工件进行补焊及检测的补焊工作台13和检测工作台14,左门工作站5和右门工作站6内均设有两个便于搬运焊接后工件的八字管物料车15。
而且,如图1和图8所示,车架总成工作站一7的装配线9上侧的上下料作业区域放置有从前部工作站1、后部工作站2和底盘二工作站4分别搬运至的前部组件、后部组件和底盘组件,在车架总成工作站一7的装配线9下侧放置有从左门工作站5、右门工作站6及外协分别搬运至的左门组件、右门组件和后盖组件。对应的,车架总成工作站二8的装配线9上侧的上下料作业区域放置有从前部工作站1、后部工作站2和底盘一工作站3分别搬运至的前部组件、后部组件和底盘组件,车架总成工作站二8的装配线9下侧放置有从左门工作站5、右门工作站6及外协分别搬运至的左门组件、右门组件和后盖组件。
通过采用八个工作站,将车架的焊接分为八道机器人自动化焊接的工序,前部工作站、后部工作站、底盘一工作站、底盘二工作站、左门工作站和右门工作站对应的每道工序用双机器人自动焊接,并配备有用于上下料工位与焊接工位进行工位交换和每个工位工件翻转的三轴翻转型焊接变位机,一个工位焊接时,另一个工位同时进行待焊工件的装夹,使焊接机器人的工作效率达到最大化,有效的解决了工人劳动强度大的问题;且每道工序配备有抽风除尘系统,抽风除尘系统的配置,解决了焊接烟尘对于工人的伤害。
以上所述实施例只是为本发明的较佳实施例,并非以此限制本发明的实施范围,凡依本发明之形状、构造及原理所作的等效变化,均应涵盖于本发明的保护范围内。