本发明公开了某种焊点视觉检测设备,包括步骤:S10、获取待检测识别的成品线路板的多角度多方位的图片;S20、对所述图片进行畸变并抽取各个元器件的元器件区域图像;S30、根据所述元器件区域图像对所述成品线路板进行焊点视觉检测识别;S40、得到焊点视觉检测识别结果并进行输出。本发明通过采用卷积神经网络快速学习识别成品线路板的焊点的各种缺陷,并通过大数据学习训练,可以快速识别出焊点的连锡、少锡、空洞、不出脚、包焊等缺陷,识别效率高,准确率高。
1.某种焊点视觉检测识别方法,其特征在于,包括以下步骤: S10、获取待检测识别的成品线路板的多角度多方位的图片; S20、对每个所述图片进行畸变并抽取各个元器件的元器件区域图像; S30、根据所述元器件区域图像对所述成品线路板进行焊点缺陷检测识别; S40、得到所述元器件的焊点检测识别结果并进行输出。

2.根据权利要求1所述的焊点视觉检测识别方法,其特征在于,所述S10、获取待检测识别的成品线路板的多角度多方位的图片,之后还包括步骤: S11、获取待检测识别的所述成品线路板的GERBER文件和/或BOM文件,所述GERBER文件包括元器件名称及其对应的位置信息、角度信息以及尺寸信息,所述BOM文件包括元器件名称及其对应的位置信息、以及贴装工艺,所述贴装工艺包括SMT贴片工艺和/或DIP插件工艺。
3.根据权利要求2所述的焊点视觉检测识别方法,其特征在于,所述多角度多方位的图片包括所述成品线路板的正面图像、斜面图像和/或正侧面图像; 所述正面图像包括所述成品线路板的俯视图像和/或仰视图像;所述正侧面图像包括所述成品线路板的正前视图像、正后视图像、正左视图像和/或正右视图像;所述斜面图像包括所述成品线路板的任意角度任意方位的图像。

4.根据权利要求2所述的焊点视觉检测识别方法,其特征在于,所述S20、对每个所述图片进行畸变并抽取各个元器件的元器件区域图像,包括以下步骤: S201、分别初始化标定每个所述图片的Mark点坐标(x1, y1)、(x2, y2)、(x3, y3),设置超参数L,所述超参数L为搜索边长,以所述超参数L为三个边长,以所述Mark点为中心点的方形区域内应用霍夫变换,检测所述方形区域内与半径阈值R差值最小的圆形,将检测到的三个所述圆形的圆点(x1', y1')、(x2', y2')、(x3', y3')作为所述图片的Mark点坐标; S202、所述图片经仿射变换处理后得到变换图像,消除所述图片因所述成品线路板相对于拍摄镜头的偏移旋转而造成的偏差,修正不同的元器件的相对位置; 所述仿射变换的计算公式为: 求解出θ,tx,ty;其中,θ为所述图片的图像旋转缩放变化量,(tx,ty)表示平移量; S203、判断所述变换图像是正面图像、斜面图像或正侧面图像,如是正面图像或正侧面图像,则执行步骤S204;如是斜面图像,则执行步骤S205; S204、直接从所述GERBER文件获取所述元器件的中心点及其尺寸信息,并截取所述元器件对应的元器件区域图像; S205、根据所述GERBER文件及所述斜面图像的侧视角度进行斜面变换,并截取所述元器件对应的元器件区域图像; 所述斜面变换具体包括:若所述拍摄镜头相对于垂直线Y轴的倾斜角度为δ,所述元器件的中心点及其尺寸信息的变换公式为x=x,y=y*cosδ,w=w*cosδ,h=h*cosδ,若所述拍摄镜头相对于水平线X轴的倾斜角度为α,所述元器件中心点及其尺寸信息的变换公式为x=x*cosα,y=y,w=w*cosα,h=h*cosα; S206、对于无法从所述GERBER文件中获取所述元器件的中心点及其尺寸信息的,获取初始化中人工标注的元器件区域图像。
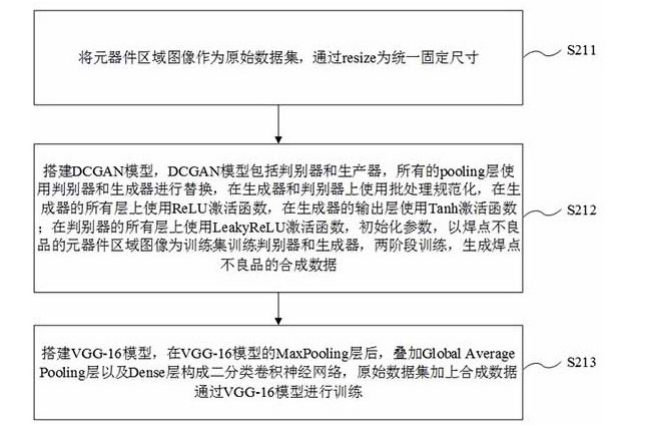
5.根据权利要求4所述的焊点视觉检测识别方法,其特征在于,所述S20步骤之后,还包括步骤: S21、搭建VGG-16模型,包括以下步骤: S211、将所述元器件区域图像作为原始数据集,通过resize为统一固定尺寸;所述元器件区域图像包括焊点良品的元器件区域图像和焊点不良品的元器件区域图像; S212、搭建DCGAN模型,所述DCGAN模型包括判别器和生成器,所有的pooling层使用所述判别器和生成器进行替换,在所述生成器和判别器上使用批处理规范化,在所述生成器的所有层上使用ReLU激活函数,在所述生成器的输出层使用Tanh激活函数;在所述判别器的所有层上使用LeakyReLU激活函数,初始化参数,以所述焊点不良品的元器件区域图像为训练集训练所述判别器和生成器,两阶段训练,生成焊点不良品的合成数据; S213、搭建VGG-16模型,在所述VGG-16模型的MaxPooling层后,叠加Global AveragePooling层以及Dense层构成二分类卷积神经网络,所述原始数据集加上所述合成数据通过所述VGG-16模型进行训练。

6.根据权利要求5所述的焊点视觉检测识别方法,其特征在于,所述成品线路板的焊点缺陷包括所述成品线路板的连锡、少锡、空洞、不出脚、包锡、锡珠和/或锡渣;所述S30、根据所述元器件区域图像对所述成品线路板进行焊点缺陷检测识别,包括以下步骤: S31、将每个所述元器件区域图像作为一个batch传入所述VGG-16模型; S32、判断所述元器件区域图像是否合格,如合格,则转到步骤S34;否则转到步骤S33; S33、反馈焊点不良品信息及其对应的所述GERBER文件中的位置信息; S34、所有的样本均判定为良品,则反馈良品信息。
7.根据权利要求1-7任一项所述的焊点视觉检测设备识别方法,其特征在于,所述焊点视觉检测识别方法还用于对成品线路板的锡膏厚度进行视觉检测识别。
8.某种计算机可读的存储介质,其特征在于,所述存储介质上存储有计算机程序,所述计算机程序被执行时实现权利要求1-8任一项所述的焊点视觉检测识别方法。
9.某种焊点视觉检测识别设备,其特征在于,包括处理器及存储器; 所述存储器用于存储计算机程序,所述处理器用于执行所述存储器存储的计算机程序,以使所述处理器执行如权利要求1-8任一项所述的焊点视觉检测识别方法。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























