某种包装瓶视觉检测设备及方法,包括检测装置、送料装置和出料装置;检测装置包括下夹紧机构和上夹紧机构;送料装置包括第一输送机构和第一摆动机构;第一摆动机构包括第一滑轨、固定在第一滑轨一端的第一电机、第一连板、设在第一连板上的第一吸盘、固定在第一连板上且与第一滑轨滑动配合的第一滑块、第一连杆和第二电机;送料装置包括第二输送机构和第二摆动机构;第二摆动机构包括第二滑轨、固定在第二滑轨一端且驱动第二滑轨摆动的第三电机、第二连板、设在第二连板上的第二吸盘、固定在第二连板上且与第二滑轨滑动配合的第二滑块、第二连杆和第四电机。本发明自动化视觉检测代替人工检测,降低成本,提高效率,以满足市场的需求。
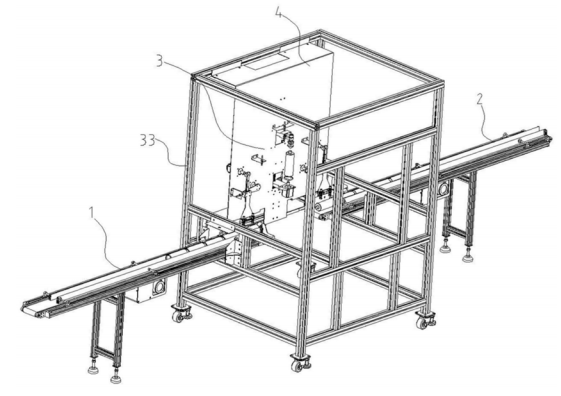
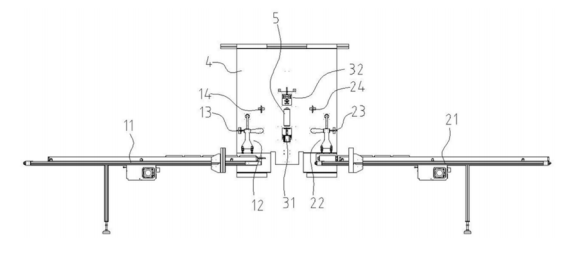
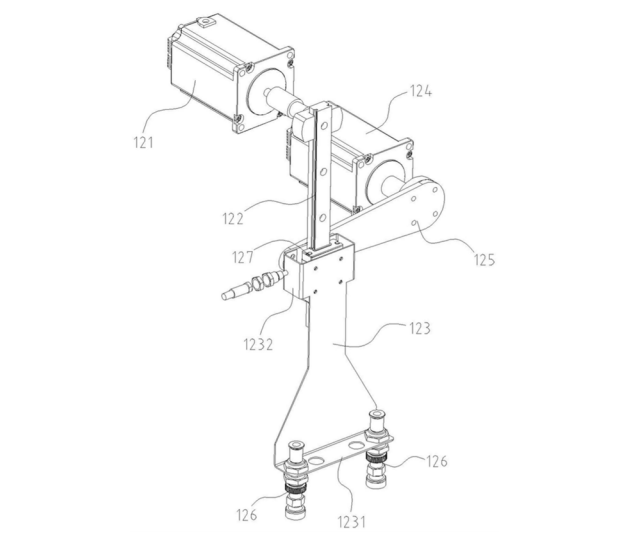
1.某种包装瓶视觉检测设备,其特征在于:包括检测装置、设在检测装置一侧的送料装置和设在检测装置另一侧的出料装置; 所述检测装置包括下夹紧机构和上夹紧机构;所述下夹紧机构包括竖直设置的丝杆、用于驱动丝杆旋转的夹紧电机、与丝杆螺纹配合的下夹具、固定在下夹具上的检测电机和固定在检测电机输出轴上的下托盘;所述上夹紧机构包括上夹具、用于驱动上夹具上下移动的夹紧气缸和设在上夹具的上压头,所述上压头枢接在上夹具上;所述送料装置包括第一输送机构和第一摆动机构;所述第一输送机构包括第一输送带、驱动第一输送带的第一驱动电机和两块平行设在第一输送带上的第一挡板,两第一挡板之间形成送料通道;所述第一摆动机构包括第一滑轨、固定在第一滑轨一端且驱动第一滑轨摆动的第一电机、第一连板、设在第一连板上的第一吸盘、固定在第一连板上且与第一滑轨滑动配合的第一滑块、第一连杆和第二电机,第二电机的输出轴与第一连杆的一端连接,第一连杆的另一端设有第一长形孔,第一连板的上端设有第一转轴,第一转轴设在第一长形孔内; 所述出料装置包括第二输送机构和第二摆动机构;所述第二输送机构包括第二输送带、驱动第二输送带的第二驱动电机和两块平行设在第二输送带上的第二挡板,两第二挡板之间形成出料通道;所述第二摆动机构包括第二滑轨、固定在第二滑轨二端且驱动第二滑轨摆动的第三电机、第二连板、设在第二连板上的第二吸盘、固定在第二连板上且与第二滑轨滑动配合的第二滑块、第二连杆和第四电机,第四电机的输出轴与第二连杆的一端连接,第二连杆的另一端设有第二长形孔,第二连板的上端设有第二转轴,第二转轴设在第二长形孔内。
2.根据权利要求1所述的某种包装瓶视觉检测设备,其特征在于:所述第一挡板的外侧设有若干第一调节杆,所述第一调节杆的一端固定在第一安装座上,另一端与第一挡板连接;所述第二挡板的外侧设有若干第二调节杆,所述第二调节杆的一端固定在第二安装座上,另一端与第二挡板连接。
3.根据权利要求1所述的某种包装瓶视觉检测设备,其特征在于:所述第一输送带的输出端设有阻挡板,所述阻挡板上设有第一传感器。
4.根据权利要求1所述的某种包装瓶视觉检测设备,其特征在于:所述第二输送带的输入端一侧设有推动气缸,推动气缸的伸缩杆上设有推板。
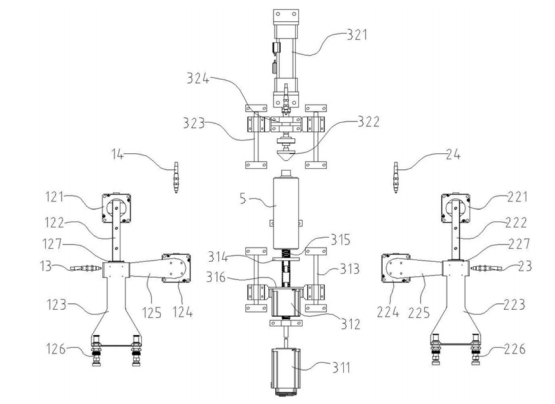
5.根据权利要求1所述的某种包装瓶视觉检测设备,其特征在于:所述第一连板的下端弯折形成第一固定板,第一吸盘固定在第一固定板上,第一连板的上端弯折形成第一连接座,所述第一转轴设在第一安装座上,第一安装座包围第一滑块;所述第二连板的下端弯折形成第二固定板,第二吸盘固定在第二固定板上,第二连板的上端弯折形成第二连接座,所述第二转轴设在第二安装座上,第二安装座包围第二滑块。
6.根据权利要求1所述的某种包装瓶视觉检测设备,其特征在于:所述检测装置还包括机架和固定在机架上的安装板,所述安装板呈竖直设置,所述第一电机、第二电机、第三电机、第四电机和夹紧气缸固定在安装板的背面,所述丝杆的两端通过轴承座固定在安装板的背面,所述第一滑轨、第一连板、第一连杆、第二滑轨、第二连板和第二连杆设在安装板的正面。
7.根据权利要求6所述的某种包装瓶视觉检测设备,其特征在于:所述安装板上设有用于检测第一滑轨竖直状态的第一竖直传感器、用于检测第一滑轨水平状态的第一水平传感器、用于检测第二滑轨竖直状态的第二竖直传感器、用于检测第二滑轨水平状态的第二水平传感器。
8.根据权利要求6所述的某种包装瓶视觉检测设备,其特征在于:所述安装板的背面于下夹具处设有第一导杆,下夹具上设有与第一导杆配合的第一导向孔;所述安装板的背面于上夹具处设有第二导杆,上夹具上设有与第二导杆配合的第二导向孔。
9.某种如权利要求1所述的包装瓶视觉检测设备的工作方法,其特征在于,包括以下步骤:(1)先把塑料瓶卧放在第一输送带上,当塑料瓶到达第一输送带末端位置时,第一电机控制第一滑轨保持竖直,第二电机控制第一连杆向检测装置方向转动,第一连杆的一端带动第一连板连同第一滑块竖直向下移动;(2)当第一吸盘与塑料瓶接触时第一吸盘工作并吸起塑料瓶;(3)第二电机反向转动,当第一连杆回到初始位置时,第一电机带动第一滑轨向检测装置方向转动,当第一滑轨运动至水平位置时,第一电机停止转动,第二电机继续转动,将塑料瓶调整至竖直状态;(4)夹紧电机带动丝杆转动,使下夹具向上移动,同时夹紧气缸带动上夹具向下移动,下托盘和上压头将塑料瓶夹紧,此时第一吸盘停止工作,第一电机和第二电机带动第一连杆和第一连板复位,继续对下一个塑料瓶送料; (5)当第一吸盘离开塑料瓶后,检测电机通过下托盘带动塑料瓶转动,塑料瓶正前方的视觉检测系统对其继续检测;(6)在检测的过程中,第三电机和第四电机同时带动第二连杆和第二连板往塑料瓶方向运动;(7)检测完成后,第二吸盘吸住塑料瓶后,上夹具和下夹具松开塑料瓶,第三电机和第四电机同时带动第二连杆和第二连板复位并将塑料瓶卧放在第二输送带上,第二吸盘停止工作,然后继续对下个塑料瓶工作;(8)若塑料瓶质量不合格,推动气缸带动推板将该塑料瓶推下第二输送带,如果塑料瓶质量合格,则由第二输送带传送瓶子离开。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























