摘要:
本实用新型涉及电磁振动器领域,尤其是涉及一种自动化振荡器组装设备,包括工作台,工作台上设有第一气缸,所述工作台上设有两块限位块和一块第一挡块,两块限位块分别与铁芯的左右侧面贴合,第一挡块与铁芯的后侧面贴合,第一气缸的活塞杆上固定有压块,压块上固定设有第二气缸,第二气缸与第一气缸平行,第二气缸的活塞杆贯穿压块,第二气缸的末端设有压头,第二气缸相对于第一气缸延时启动。
技术领域:
本实用新型涉及电磁振动器领域,尤其是涉及一种自动化振荡器组装设备。
背景技术:
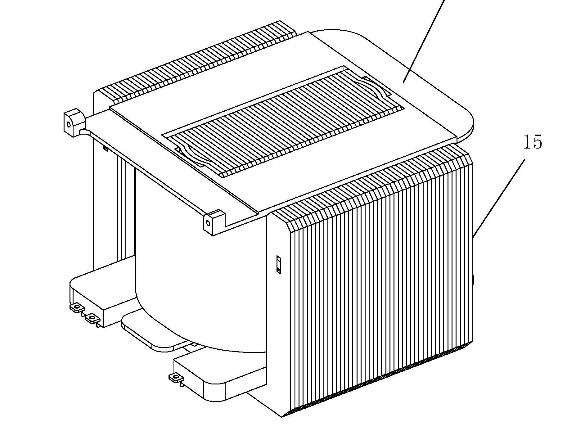
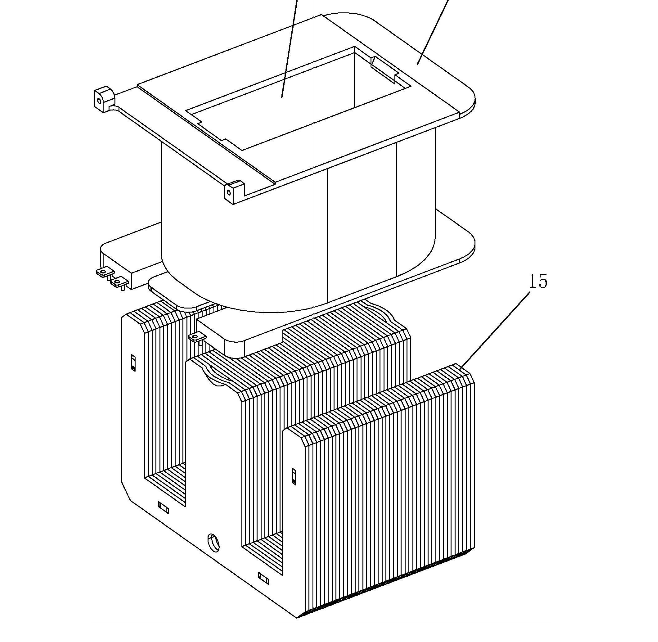
振荡器、电磁振动器按使用的弹性元件可分为板弹簧式、螺旋弹簧式和橡胶弹簧式。振荡器的铁芯结构形式有“U”形、“H”形、“山”形和圆形等,现使用较多的供电方式为半波整流供电。振荡器包括壳体,壳体内设有铁芯,铁芯上绕制线圈,铁芯正对衔铁,衔铁与线圈之间具有空气隙,衔铁连接板簧,线圈由单相交流电源经整流器供电。电压经整流后在正半周内有半波电压加在线圈上,因而线圈中有电流通过,线圈产生电磁场并吸引衔铁,此时板簧变形储存势能。在负半周中,线圈中无电流通过,线圈磁力消失,借助板簧储存的势能,衔铁和铁芯朝相反方向移开。板簧以交流电流50Hz,即3000次/min的频率进行往复振动,从而达到振荡效果。
实用新型内容:
本实用新型的目的是提供一种自动化振荡器组装设备,可用一名工人在一个工位,组装设备内快速完成振荡器的全部组装工作。
本实用新型的上述实用新型目的是通过以下技术方案得以实现的,一种自动化振荡器组装设备,包括工作台,工作台上设有第一气缸,所述工作台上设有两块限位块和一块第一挡块,两块限位块分别与铁芯的左右侧面贴合,第一挡块与铁芯的后侧面贴合,第一气缸的活塞杆上固定有压块,压块上固定设有第二气缸,第二气缸与第一气缸平行,第二气缸的活塞杆贯穿压块,第二气缸的末端设有压头,第二气缸相对于第一气缸延时启动。
通过采用上述技术方案,第一气缸启动后将压块下压承载体,使铁芯插入承载体的通孔中,实现了振荡器的初步组装,延时后第二气缸启动,压头插入铁芯中的相邻铁片之间,使铁片变形卡住承载体,使承载体与铁芯相对固定,实现了振荡器的最终组装。因此一名工人只需将承载体套在铁芯顶部并定位于该组装设备中,依次启动第一气缸、第二气缸即可快速完成振荡器的全部组装工作。所述压块上设有两个第二气缸,以及两个供第二气缸的活塞杆穿过的穿孔,两个第二气缸关于第一气缸对称,第一气缸位于定位后的承载体上通孔中心的正上方。通过采用上述技术方案,用两根第二气缸铆接铁芯上两处的铁片,可提高承载体与铁芯的固定效果。所述穿孔为腰型孔,第二气缸通过螺栓与压块固定连接,螺栓设于穿孔内。

本实用新型的有益技术效果为:
1、具有一名工人在一个工位,组装设备,内即可快速完成振荡器的全部组装工作的优点。
2、直接在第二气缸的活塞杆底端加工出压头,避免了外接式压头与活塞杆固定连接的麻烦。





























