摘要:
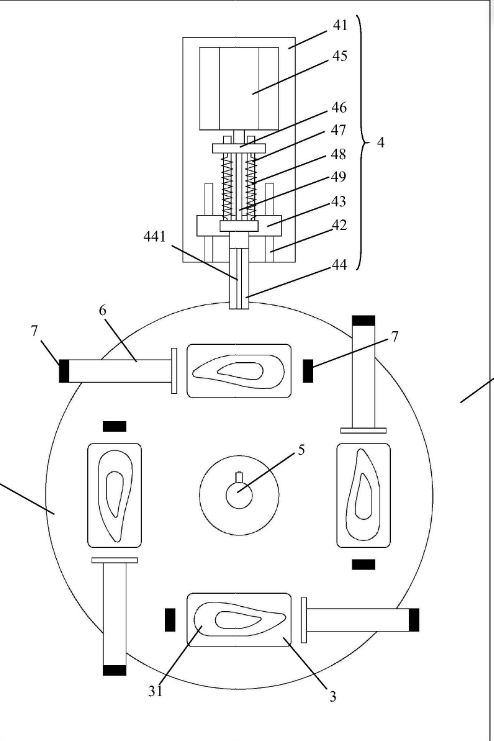
本发明公开了一种自动化汽车零件装配生产线,包括机架,以及布置在机架上的转动盘、驱动部、安装座和销钉自动插接组件,转动盘转动连接在机架的顶面,驱动部安装在机架的内部,且用于驱动转动盘间歇性转动规定角度。安装座的数量为多个,且成圆形均匀布置在转动盘上,安装座顶面具有与汽车把手随型的卡接凹槽,销钉自动插接组件固定在机架表面,且插接端朝向转动盘的圆心,销钉自动插接组件用于自动输出销钉并插入安装座上安装的汽车把手的销孔内。

技术领域:
本发明涉及汽配零件自动装配技术领域,更具体的说是涉及一种自动化汽车把手销钉的装配生产线。
背景技术:
目前销钉是大部分产品铰链处的必备零件,生产时一般需要将销钉插入到销钉孔,例如汽车门把手主要由门把手主体、手柄、把手弹簧、销钉及缓冲垫组成,门把手主体及手柄上设置有销钉孔,销钉穿过门把手主体、手柄、弹簧,缓冲垫设置在门把手主体上用于对手柄的回弹进行缓冲。装配时主要是对弹簧及销钉进行精确快速的装配,但是这些零件较小不易进行手工装配,特别是在销钉插入前,需要将手柄、弹簧等进行预订位,即保证它们的销轴孔同轴,以便销钉顺畅插入。
但是现有的汽车把手的销钉装配基本上还是停留在人工操作,其操作精度低,无法满足自动化的生产需求。如何提供一种自动化程度高、且精准高效的汽车把手销钉装配生产线,是本领域技术人员亟需解决的问题。
发明内容:
发明提供了一种自动化汽车零件装配生产线,旨在解决上述技术问题。
为了实现上述目的,本发明采用如下技术方案:
本发明提供了一种能够对汽车把手的销钉进行装配的自动化生产线,仅需要将把手放置在安装座的卡接凹槽内,然后驱动转动盘转动即可,当安装座转动至销钉自动插接组件的对应面时,销钉自动插接组件工作,将销钉自动插入汽车把手内,并循环往复进行工作,本发明自动化程度高,解决了人工操作精度不足的问题,且使用简单方便,工作效率高。
所述转动盘的中央转动连接有与主控芯片电性连接的红外线发射器,红外线发射器始终朝向所述凹槽的中心。本发明采用红外线对准原理,当红外线发射器发射的红外线能够穿过销孔时,证明组装合格,对液压缸进行驱动,当红外线发射器发射的红外线不能够穿过销孔。
与现有技术相比本发明公开提供了一种自动化汽车零件装配生产线,具有以下有益效果:
1、本发明提供了一种能够对汽车把手的销钉进行安装的自动化生产线,仅需要将把手放置在安装座的卡接凹槽内,然后驱动转动盘转动即可,当安装座转动至销钉自动插接组件的对应面时,销钉自动插接组件工作,将销钉自动插入汽车把手内,并循环往复进行工作,本发明自动化程度高,解决了人工操作的精度不足问题,且使用简单方便,工作效率。
2、本发明提供的销钉自动插接组件通过液压缸驱动推动板配合弹簧带动顶块先顶紧在汽车把手上,然后继续驱动,使顶杆将销钉从凹槽内顶出,插入汽车把手的销孔内,驱动简单,操作精度高。
3、本发明采用红外线对准原理,当红外线发射器发射的红外线能够穿过销孔时,证明组装合格,对液压缸进行驱动,当红外线发射器发射的红外线不能够穿过销孔时,证明组装存在误差,不对液压缸进行驱动,转回至安装位重新安装调整,检测功能强。





























