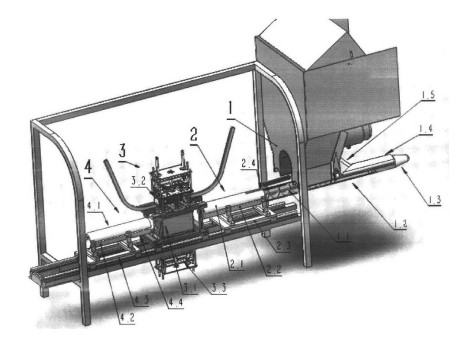
本发明涉及一种全自动菌类生产机械,微生物培养基原料(介质)装袋,是食用菌类培养基介质定量、灌装(制筒)、打眼的生产流水流程。一体智能化生产加工机械,由以下四个机构组成。一、灌装机构。将一定厚度带状塑料薄膜叠加热合、或以圆形塑料薄膜经部件结构导向,在其前端切开通过,解决了因振动等原因,达到稳定叠加热合目的,实现连续生产。二、定量、定形、热合机构。本结构及动作配合其它的机构及动作来实现在了筒定形、定量,薄膜通过叠加热合形成了整圆。三、清口、打卡 ( 封口 ) 机构。本机构配合其它机构来完成袋口的压整压实,清洁,完成打卡。四、打眼机构。本发明机械中底部圆口,由切除部件将筒体表面薄膜切除实现打眼工序。
技术领域
[0001] 本发明属于一种微生物培养基原料 ( 介质 ) 装袋,具体是涉及到食用菌类培养基介质定量、灌装 ( 制筒 )、打眼的生产流水流程。 背景技术 [0002] 传统和当前的技术条件及流程工序制做方法如下 ; [0003] 工序一、灌装 ; [0004] 1、依靠手工方法将介质装入预制好的圆形塑料袋中。[0005] 2、依靠手工套袋,( 将预制好的圆形塑料袋套入简易螺杆机或立式装袋机。手工将袋子套入端口由机械推动介质装入袋中 )。 [0006] 工序二 :定形、定量 ; [0007] 将介质装入袋中后,在封口前依凭手工感觉筒的长短、重量,再从筒口凭感觉加入与倒出介质来确定需要的重量 ( 定量 )。将变形的筒用手工敲击平整 -- 定形。 [0008] 工序三 :打卡、封口 ; [0009] 1、手工将袋子端口介质压整、压实让筒体整齐,并清理袋口 ( 封口沿边洁净 ) 做好封口要求,再由以下两种方法做封口处理。 [0010] A、手工方法一个个的将袋口用细线等材料绕紧方法密封。( 打卡封口 ) [0011] B、手工的方法将一个个的将袋口送至吕丝打卡机上打卡密封。( 打卡封口 ) [0012] 工序四 :打眼、传送 ;[0013] 手工方法将灌装后的筒体上打出若干个“眼”后,再将筒传送到下一工序。( 注 :打眼就是在筒体上打出圆形眼,或叫“口”,以备后续接菌种使用 ) 由于菌种类别不同所涉及做法也不同,可依据需要菌种种类,来决定是否需要打眼。或眼的大小及眼的数,这些都需要人手工来完成。发明内容 [0014] 针对以上情况, [0015] 1 灌装机构、热合机构 ; [0016] 本发明内容 ;解决了因原来的工艺方法及设备的原因,不能实现连续生产的弊端。 [0017] A 本发明的机械解决了,适合一定厚度的带状塑料薄膜,通过机械自动叠加热合形成了整圆的同时,其中间填充灌装,实现了可连续生产目的。[0018] B本发明的机械解决了。因带状薄膜叠厚度不够,在叠加过程中因机械振动等原因不能整齐,无法实现热合。采用圆形塑料薄膜,再过通圆形管做导向,在其前端切开,行止热合处再行叠加热合,形成了整圆,实现了热合目的。解决了因薄膜厚度不够及机械在振动动等原因也能实现叠加处的整齐,实现了热合处的稳定热合。 [0019] 2 定量、定形 : [0020] 本发明机械中的定量定形,采用两个圆体的结构及其动作配合其它结构动作来实现了。筒体的形状、密度、长度实现在了筒定形与定量。 [0021] 3 清口、打卡 ( 封口 ) 机构 :[0022] 本发明机械中的机构配合热合灌装组件中的螺杆、热合组件等动作来完成袋口的压整压实,清洁,完成打卡。 [0023] 4 打眼机构 :[0024] 采用两个半圆体可开闭合的部件,其底部预留有需要大小的“眼”,再由发热或圆 形旋转刀等器具将筒表面的塑料切除,实现了打眼目的。 [0025] 由以上四个内容组成了整套全自动生产流程。 [0026] 在背景技术中的现有的技术条件,制做方法中的 ; [0027] 工序一 :灌装。工序二 :定形、定量、热合。工序三 :清口、打卡 ( 封口 )。工序四 :打眼。 [0028] 手工操作完成套袋灌装,需要大量的劳动力,而且因为各劳动者自身的素质,体力的不同,全凭手工去感觉完成筒称量,所以做出来的每个筒大小差异很大、密 度也不均等、封口也很难保证严密,就容易造成杂菌感染、靠手工打眼,做出来的眼与眼之间的距离也不均等。因此绪多问题就影响到后续的长菇快慢不齐等,造成了管理困难影响到菇的产量、质量也无法提高。随着社会发展菌类产品市场需要求越来越大。供应就越来越不满足了需求,现有的技术条件形成了行业瓶颈制约,以上背景技术,不能满足当下需求,促使了本发明。《全自动菌类生产机械》全面替代了人工操作,以全自动化智能化功能化可连续生产,解放了繁重的人力劳作。使之菌类产业全面向规模化专业化的生产提供了条件。产量质量等全面提高,并降低成本,给企业与社会都创造了效率。





























