本发明公开了某种自动光学检测、分类、包装装置及其使用方法,所述装置用于检测产品、将产品分类后进行下料和包装;所述装置包括自动光学检测装置和下料包装装置,所述自动光学检测装置包括顶面底面检测装置和侧面检测装置,所述下料包装装置包括产品下料装置、料仓和包装装置;本发明通过设置顶面底面检测装置和侧面检测装置对产品进行全方位检测,提高了产品的检测精度和效率,能够将疑似NG料与NG料分离,通过设置清洗装置在产品进行包装之前对产品进行干式清洗,保证了产品在包装之前不被污染;实现自动化包装,工作效率高。
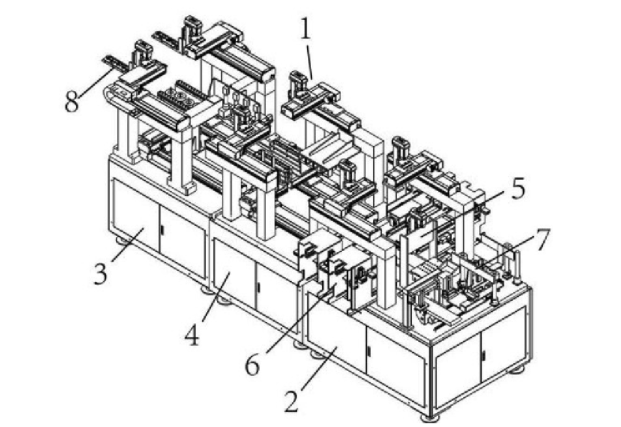
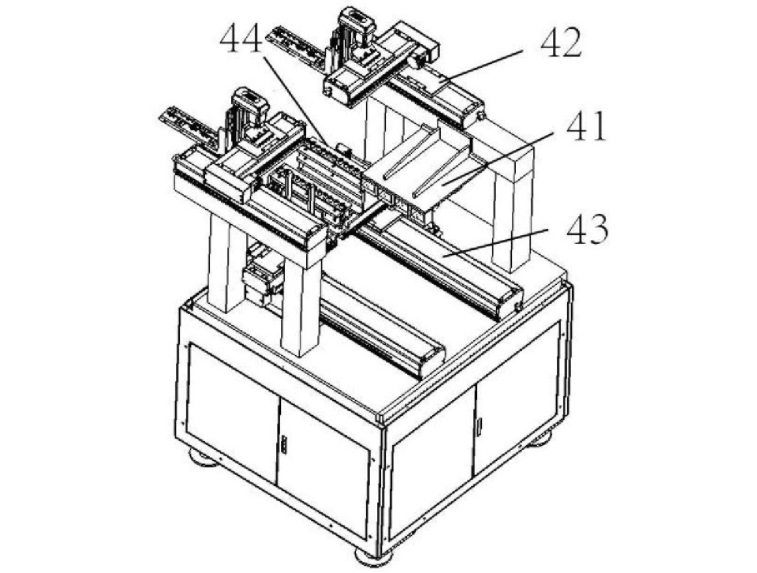
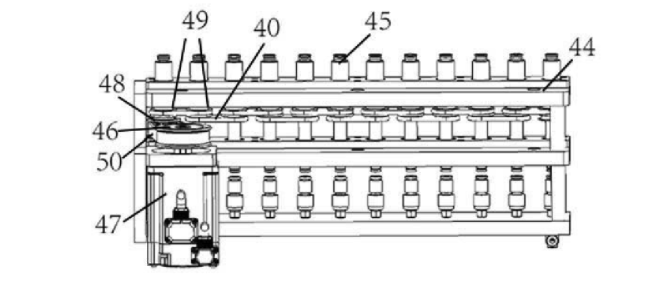
1.某种自动光学检测、分类、包装装置,其特征在于,所述装置用于检测产品、将产品分类后进行下料和包装;所述装置包括自动光学检测装置、下料包装装置和控制系统,所述自动光学检测装置包括顶面底面检测装置和侧面检测装置,所述下料包装装置包括产品下料装置、料仓和包装装置; 所述顶面底面检测装置包括第一移料装置、底面相机组和顶面相机组,所述第一移料装置包括第一移动模组和第一移载载具,所述第一移载载具上设置有第一载具座,所述第一载具座上设置有若干个固定吸头; 所述侧面检测装置包括第二移料装置和侧面相机组,所述第二移料装置包括第二移动模组和第二移载载具,所述第二移载载具上设置有第二载具座,所述第二载具座上设置有若干个旋转吸头; 所述产品下料装置包括第三移料装置和清洗装置,所述第三移料装置包括第三移动模组和第三移载载具,所述第三移载载具上设置有第三载具座和放置在第三载具座上的料盘; 所述料仓包括NG料料仓和疑似NG料料仓,一个NG料料仓对应一种缺陷; 所述包装装置包括第四移料装置、供膜装置、撕膜装置和包装下料装置,所述第四移料装置包括若干个夹具,所述第四移料装置带动所述夹具在所述撕膜装置和第三载具座的上方往复运动。
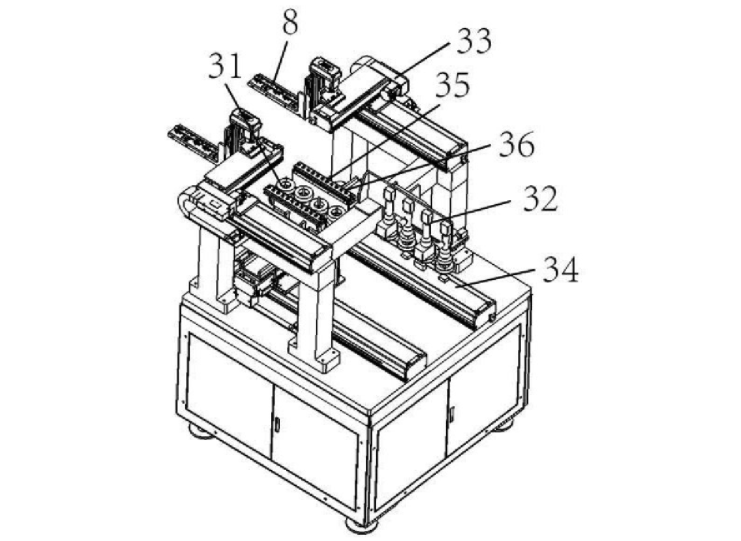
2.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述第一移动模组、第二移动模组和第三移动模组上均设置有一个夹取装置,每个所述夹取装置均设置有至少两个夹具块,每个夹具块上设置有一个滑动气缸。
3.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述底面相机组、顶面相机组和侧面相机组均包括至少两个并列放置的相机,每个相机上均设置有镜头和光源。
4.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述第二载具座上还设置有第一同步带轮和旋转电机,所述第一同步带轮设置在所述旋转电机的输出端上,所述第二载具座一端的旋转吸头上设置有第二同步带轮和转动环,所述第一同步带轮和所述第二同步带轮之间通过同步带进行连接; 除设置有第二同步带轮的旋转吸头外,其余旋转吸头上均设置有上下放置的两个转动环,两个所述转动环之间固定连接,相邻两个所述旋转吸头上的转动环之间通过平皮带进行连接。
5.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述清洗装置包括干式清洗装置和用于移动所述干式清洗装置的移动装置,所述干式清洗装置包括进气通道、等离子体处理室和出气孔。
6.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述第三移料装置靠近所述撕膜装置的一端的下方设置有顶升机构,所述顶升机构包括顶升气缸和连接在顶升气缸输出端上的顶升板,所述顶升板上设置有若干个顶升块。
7.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述供膜装置包括膜片料仓和移膜装置,所述膜片料仓上设置有膜片移动装置。
8.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述撕膜装置包括第四移动模组,所述第四移动模组上设置有膜片载具、第一压紧装置、第二压紧装置和撕膜夹爪。

9.根据权利要求1所述的某种自动光学检测、分类、包装装置,其特征在于,所述包装下料装置包括下料传输装置和下料传送带,所述下料传输装置包括下料焊接架、下料搬运装置和第三压紧装置,所述下料搬运装置与所述下料焊接架之间滑动连接,所述第三压紧装置与所述焊接架之间固定连接。
10.某种自动光学检测、分类、包装装置的使用方法,其特征在于,采用权利要求1所述的装置,包括以下步骤: S1、所述第一载具座移动至所述第一移载载具靠近所述第一移动模组的一端,所述第一移动模组夹取产品并将产品移动至第一载具座的上方,此时底面相机组对产品的底面进行拍照并将数据传输至控制系统中; S2、所述第一移动模组将产品放置在第一载具座上,所述第一载具座从所述第一移载载具靠近所述第一移动模组的一端移动至远离所述第一移动模组的一端,移动过程中,顶面相机组对产品的顶面进行拍照,并将数据传输至控制系统中; S3、第一载具座移动至第一移载载具远离所述第一移动模组的一端时,第二移动模组夹取第一载具座上的产品并放置在第二载具座上,侧面相机组对产品的侧面进行拍照,并将数据传输至控制系统中; S4、第二载具座从第二移载载具靠近所述第二移动模组的一端移动至远离所述第二移动模组的一端,移动过程中,旋转吸头转动,转动过程中,侧面相机组对产品的侧面进行拍照,并将数据传输至控制系统中; S5、控制系统处理步骤S1-S4中收集到的数据,根据数据计算确定数据均值和各产品的信息,根据均值设定阈值,将产品的信息与阈值进行比对将产品区分为OK料、疑似NG料、某一种缺陷的NG料; S6、所述第二载具座移动至远离所述第二移动模组的一端后,第三移动模组上的夹取装置将第二载具座上的OK料移动至第三载具座上的料盘中,将第二载具座上的NG料根据具体的缺陷种类移动至对应的料仓中,将疑似NG料移动至疑似NG料料仓中; S7、当料盘中的产品放置完毕后,料盘移动至清洗装置的下方进行清洗,清洗完毕后移动至第四移料装置的下方,等待包装; S8、供膜装置将膜片移动至撕膜装置中撕膜,第四移料装置中的夹具夹取料盘上的产品并移动至膜片的上方,夹具松开产品实现下料; S9、将放置有膜片的产品移动至包装下料装置中对膜片进行封装并下料。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























