某种门扇自动喷涂机控制方法,包括以下步骤:a)通过触控屏模块将指令输送至PLC通讯模块;b)PLC通讯模块接发出控制指令给Y轴上料机构,门扇进入上料输送工位;c)PLC通讯模块发出控制指令给X轴上料机构,门扇进入尺寸检测工位;d)PLC通讯模块发出控制指令给位移转向衔接设备,尺寸检测模块检测门扇的规格尺寸,随后将门扇转移至衔接工位;e)PLC通讯模块发出控制指令给喷涂设备组,以自动调节悬挂架的支撑尺寸;f)PLC通讯模块发出控制指令给多工位往复传输设备,以将门扇逐级输送至不同的喷涂工位喷涂;g)PLC通讯模块发出控制指令给多工位往复传输设备,将门扇输送至喷涂下料工位。本发明自动化程度高,性能可靠,喷涂效率、质量高。
1.某种
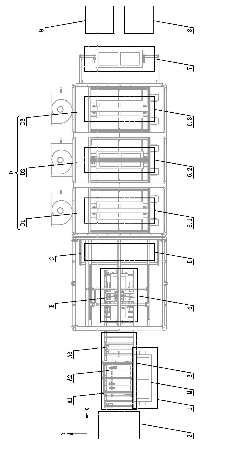
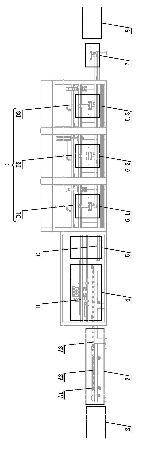
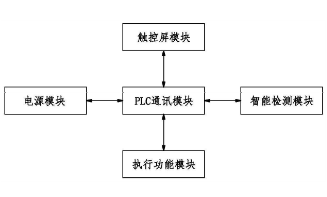
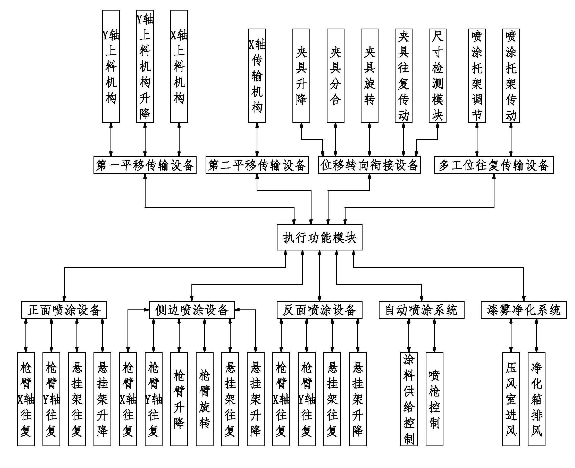
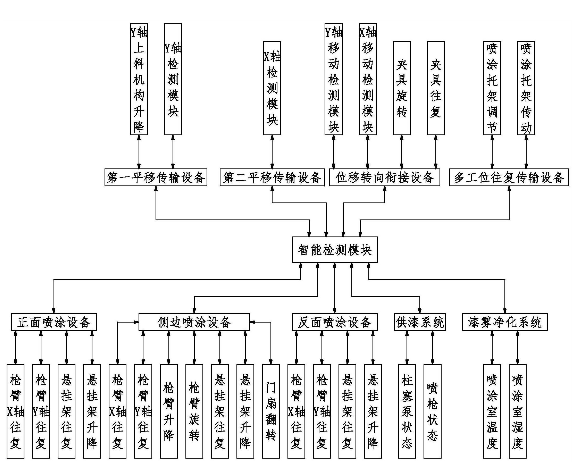
门扇自动喷涂机控制方法:所述门扇自动喷涂机包括电源模块、PLC通讯模块、触控屏模块、智能检测模块和执行功能模块;触控屏模块发送操作或执行指令;智能检测模块反馈数据信息;PLC通讯模块控制执行功能模块的各功能动作和/或系统;电源模块、触控屏模块、智能检测模块和执行功能模块分别通讯连接PLC通讯模块;其特征在于;所述门扇自动喷涂机的控制方法包括以下步骤;a)通过触控屏模块将操作和/或执行指令输送至PLC通讯模块;b)PLC通讯模块接收到相应的操作和/或执行指令后;发出控制指令给Y轴上料机构(A1);并启动其作业;门扇进入上料输送工位(3)后进行Y轴定位;c)PLC通讯模块接收到Y轴定位信息后;切换至X轴上料机构(A2)、并发出控制指令给X轴上料机构(A2)启动其作业;门扇进入尺寸检测工位(4)后进行X轴定位;d)PLC通讯模块接收到X轴定位信息后;发出控制指令给位移转向衔接设备(B);通过位移转向衔接设备(B)上的尺寸检测模块检测门扇的规格尺寸、并反馈数据信息;位移转向衔接设备(B)上的夹具根据尺寸反馈数据信息进行调整、随后将门扇由尺寸检测工位(4)转移至衔接工位(5);e)PLC通讯模块接收到尺寸检测模块的反馈数据信息后;发出控制指令给喷涂设备组(D);以自动调节喷涂设备组(D)中悬挂架的支撑尺寸;为装载相应的门扇作准备;f)门扇被输送至衔接工位(5)后;PLC通讯模块发出控制指令给多工位往复传输设备(C);以将门扇逐级输送至喷涂设备组(D)中不同的喷涂工位进行喷涂作业;g)完成全部喷涂作业后;PLC通讯模块发出控制指令给多工位往复传输设备(C);将完成喷涂的门扇输送至喷涂下料工位(7)进行下料;所述喷涂设备组(D)包括依次排布的正面喷涂设备(D1)、侧面喷涂设备(D2)和反面喷涂设备(D3);喷涂工位包括正面喷涂设备(D1)上的正面喷涂工位(6.1)、侧面喷涂设备(D2)上的侧面喷涂工位(6.2)和反面喷涂设备(D3)上的反面喷涂工位(6.3);多工位往复传输设备(C)穿过正面喷涂设备(D1)、侧面喷涂设备(D2)和反面喷涂设备(D3);门扇喷涂的控制方法包括以下步骤;i.门扇被输送至衔接工位(5)后;门扇放置于多工位往复传输设备(C)上的喷涂托架上;PLC通讯模块发出控制指令给多工位往复传输设备(C);以将门扇由衔接工位(5)输送至正面喷涂工位(6.1);ii.PLC通讯模块发出控制指令给正面喷涂设备(D1);正面喷涂设备(D1)上的悬挂架提起门扇;正面喷涂设备(D1)上的枪臂作横向和/或纵向往复移动;并同步控制枪臂上的喷枪作喷涂作业;完成正面喷涂;正面喷涂设备(D1)上的悬挂架将门扇降放至相应的喷涂托架上;iii.PLC通讯模块发出控制指令给多工位往复传输设备(C);多工位往复传输设备(C)将正面喷涂工位(6.1)上的门扇输送至侧面喷涂工位(6.2);iv.PLC通讯模块发出控制指令给侧面喷涂设备(D2);侧面喷涂设备(D2)上的悬挂架提起门扇;侧面喷涂设备(D2)上的枪臂伺服驱动模块控制枪臂升降和/或角度旋转调节;侧面喷涂设备(D2)上的枪臂作纵向往复移动;完成一侧面喷涂;随后PLC通讯模块再次发出控制指令给侧面喷涂设备(D2);侧面喷涂设备(D2)上的翻转伺服驱动模块控制门扇作180°翻面;侧面喷涂设备(D2)上的枪臂再次作纵向往复移动;完成另一侧面喷涂;侧面喷涂设备(D2)上的悬挂架将门扇降放至相应的喷涂托架上v.PLC通讯模块发出控制指令给多工位往复传输设备(C);多工位往复传输设备(C)将侧面喷涂工位(6.2)上的门扇输送至反面喷涂工位(6.3)vi.PLC通讯模块发出控制指令给反面喷涂设备(D3);反面喷涂设备(D3)上的悬挂架提起门扇;反面喷涂设备(D3)上的枪臂作横向和/或纵向往复移动;并同步控制枪臂上的喷枪作喷涂作业;完成反面喷涂反面喷涂设备(D3)上的悬挂架将门扇降放至相应的喷涂托架上vii.PLC通讯模块发出控制指令给多工位往复传输设备(C);多工位往复传输设备(C)将反面喷涂工位(6.3)上的门扇输送至喷涂下料工位(7)。
2.根据权利要求1所述门扇自动喷涂机的控制方法;其特征在于;所述尺寸检测模块包括沿X轴移动的X轴移动检测模块和沿Y轴移动的Y轴移动检测模块;X轴移动检测模块和/或Y轴移动检测模块利用光电感应、电磁感应或磁性感应原理检测门扇的规格尺寸。
3.根据权利要求2所述门扇自动喷涂机的控制方法;其特征在于;所述X轴移动检测模块和/或Y轴移动检测模块设置于位移转向衔接设备(B)上;并活动于尺寸检测工位(4)中。
4.根据权利要求1所述门扇自动喷涂机的控制方法;其特征在于;所述多工位往复传输设备(C)对衔接工位(5)上的门扇、正面喷涂工位(6.1)上的门扇、侧面喷涂工位(6.2)上的门扇和反面喷涂工位(6.3)上的门扇同时/同步输送;各工位的门扇同时输送至后工位正面喷涂设备(D1)的正面喷涂作业、侧面喷涂设备(D2)的侧面喷涂作业和反面喷涂设备(D3)的反面喷涂作业同时进行。
5.根据权利要求4所述门扇自动喷涂机的控制方法;其特征在于;各喷涂设备中的悬挂架相互对称的设置两个;且一个或两个悬挂架往复滑动;以调节两悬挂架之间的间距。
6.根据权利要求1-5任一项所述门扇自动喷涂机的控制方法;其特征在于;所述门扇自动喷涂机启动时;PLC通讯模块发出控制指令给漆雾净化系统;对喷涂设备的喷涂室进行空气净化。