申请公布号 : CN 108669289 A
申请公布日: 2018. 1Q. 19
申请号 : 201810313368.1
申请日: 2018.04.09
申请 人:广东农工商职业技术学院 ( 农业部华南农垦干部培训中心)
地址: 510000广东省广州市天河区粵垦路 198 号
发明人 :郝志明 陶正平 肖艳萍 尹凯丹 李宝玉 袁利鹏 李冬梅 孔凡利 林丹琼
专利代理机构 :广州三环专利商标代理有限公司 44202
代理人 :郝传鑫 宋静娜
一种制备饲料添加剂的工艺,其特征在于,包括如下步骤:取荸荠渣和荸荠废水混 合,接种乳酸菌和酵母菌的混合菌液,然后发酵,得到所述饲料添加剂,其中,发酵时间为 24 〜72 h , 发酵温度为 26〜42° C 。
根据权利要求 1所述的工艺,其特征在于,所述混合菌液的接种量为荸荠渣和荸荠废 水总质量的6〜14%。
根据权利要求 2所述的工艺,其特征在于,所述混合菌液的接种量为12 %。
根据权利要求 1所述的工艺,其特征在于,所述乳酸菌和酵母菌的数量比为1~9:1〜 9〇
根据权利要求 4所述的工艺,其特征在于,所述乳酸菌和酵母菌的数量比为3: 7 。
根据权利要求 1所述的工艺,其特征在于,所述发酵时间为48 h 。
根据权利要求 1所述的工艺,其特征在于,所述发酵温度为34 ° C 。
根据权利要求 1所述的工艺,其特征在于,所述荸荠渣和荸荠废水的体积比为1:2。
根据权利要求 1所述的X 艺,其特征在于,所述饲料添加剂中活菌的总数为 38. 3〜 49.8 X 10 8 CFU / g 〇
技术领域
本发明涉及动物饲料技术领域,尤其是一种制备饲料添加剂的工艺。
背景技术
荸荠,俗称马蹄,在中国种植面积约 63万亩,年产量60〜85万t , 其中以广东、广西 地区种植较为集中。荸荠加工食品有荸荠粉、荸荠糕、荸荠露等。 2016年荸荠工业加工食品 产值已达872亿元,每年荸荠加工所产生的废渣、废水约300万t , 给生态环境带来了极大的 压力 [1] 。但是,研究发现荸荠加工废弃物中含有一定的淀粉、蛋白、糖、脂肪、膳食纤维等营 养物质和抗菌活性物质 [2 , ^] ,是一种很好的水产饲料来源。
有益微生物能够在水产动物消化道内发挥许多重要的生物功能,如抑制胃肠道中 致病菌繁殖从而增强机体免疫能力 ;帮助机体消化食物,从而提高饲料的生物效价;促进胃 肠蠕动,帮助动物排便达到清除体内内毒素和降低疾病风险目前,在水产养殖中, 抗生素和药物的人为滥用对环境安全与人类健康的消极影响已日益突显;水产养殖中有益 微生物逐步替代抗生素和激素己成为趋势,这将为我们提供更安全的绿色食品[11] 。
发明内容
基于上述问题,本发明的目的在于克服上述现有技术的不足之处而提供制备饲料 添加剂的工艺,该工艺以荸荠加工过程产生的大量废渣废水等废弃物为原料制备养殖用益 生菌添加剂,最大程度地达到废物利用,变废为宝,解决荸荠加工过程产生的大量废弃物对 环境的污染,从源头减少环境污染 ,对食品工业朝着绿色、可持续方向发展有重要意
义 [12 〜 15] 。
为实现上述目的,本发明采取的技术方案为 :一种制备饲料添加剂的工艺,包括如 下步骤:取荸荠渣和荸荠废水混合,接种乳酸菌和酵母菌的混合菌液,然后发酵,得到所述 饲料添加剂,其中,发酵时间为24〜72 h , 发酵温度为 26〜42° C 。 其中,乳酸菌优选植物乳杆 菌 BL 191, 酵母菌优选酿酒酵母 SC 187。
作为上述方案的进一步优化,所述混合菌液的接种量为荸荠渣和荸荠废水总质量 的 6〜14%;更优选地,所述混合菌液的接种量为12%。本申请的发明人经多次试验发现# 当 混合菌液的接种量为 12%时,发酵后乳酸菌和酵母菌的活菌总数达到最大值;应当说明的 是,本申请中的混合菌液的接种量均为质量百分比4
作为上述方案的进一步优化,所述乳酸菌和酵母菌的数量比为 1〜9:1〜9。更优选 地,所述乳酸菌和酵母菌的数量比为3:7。本申请的发明人经多次试验发现,当乳酸菌和酵 母菌的数量比为3:7时,发酵后乳酸菌和酵母菌的活菌总数达到最大值。
作为上述方案的进一步优化,所述发酵时间为 48 h 。 本申请的发明人经多次试验发 现,当发酵时间为 48 h 时,发酵后乳酸菌和酵母菌的活菌总数达到最大值。
作为上述方案的进一步优化,所述发酵温度为 34° C 。 本申请的发明人经多次试验 发现,当发酵温度为 34° C 时,发酵后乳酸菌和酵母菌的活菌总数更高。 [0010] 作为上述方案的进一步优化,所述荸荠渣和荸荠废水的体积比为 1:2。
[0〇 11 ]作为上述方案的进一步优化,所述饲料添加剂中活菌的总数为38 . 3〜49 . 8 X 10 8 CFU / g 〇
综上所述,本发明的有益效果为:
本发明的工艺以荸荠加工过程产生的大量废渣废水等废弃物为原料制备养殖用 益生菌添加剂,最大程度地达到废物利用,变废为宝,解决荸荠加工过程产生的大量废弃物 对环境的污染,促进产业的环保,从源头减少环境污染,对食品工业朝着绿色、可持续方向 发展有重要意义。
附图说明
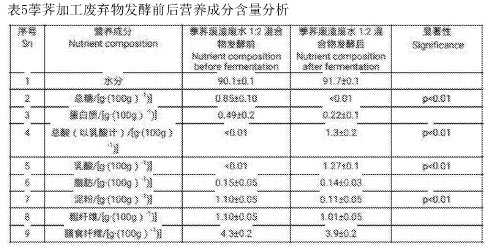
图 1为两种菌种的接种比例实验结果;
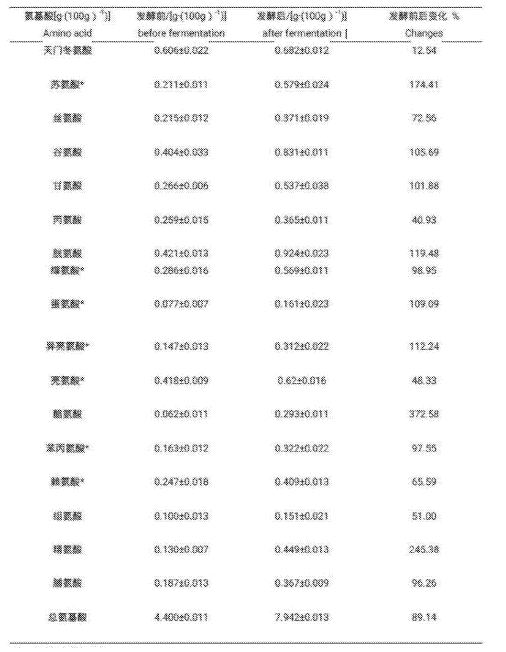
图 2为两种囷种的接种量实验结果;
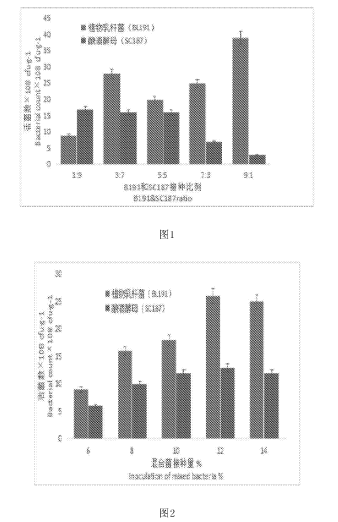
图 3为不同发酵温度实验结果;
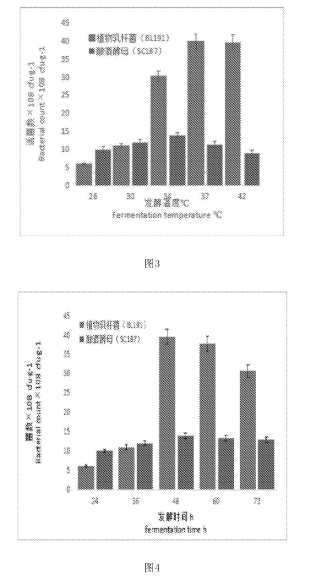
图 4为不同发酵时间实验结果。
具体实施方式
下面介绍本申请中涉及的实验材料、实验方法以及实验结果和相应的分析。本申 请中的材料、试剂和仪器,如无特别说明,均来自市场或其它公众渠道。
1. 材料与方法
1.1 材料
1.1.1 实验菌种
植物乳杆菌 ( Lactobacillusplantarum ) 冻干粉,活菌量为 400 X 10 9 CFU / g , 标记为 BL 191 ,购自广州微生物研究所 ;酿酒酵母( Saecharomycescerevisiae ) 冻干粉,活菌量为 700 X 10 9 CFU / g , 标记为 SC 187, 购自广州微生物研究所。
1 . 1 . 2荸荠渣和荸荠淀粉废水
[0024] 由荸荠经水清洗、打碎,提取荸荠粉后所留下的荸荠渣 (荸荠粉生产工业废渣),提 取荸荠粉后所留下的槽沉废水( 荸荠粉生产工业废水),提供单位均为广州洲星食品有限公 司。
1.2 实验方法
1 .2. 1荸荠加工废弃物营养成分分析方法
对荸荠加工废渣废水 1: 2 ( V / V ) 混合物发酵前后分别进行总糖、蛋白质、总酸(以乳 酸计)、乳酸、脂肪、淀粉、粗纤维、膳食纤维等营养成分含量比较,测定方法如下:总糖 :按GB 5009.8--2016 方法检测;蛋白质:按 GB 5009.5--2016 方法检测;总酸(以
乳酸计 ) :按 GB / T 12456--2008 方法检测;乳酸:按 SN / T 2007--2007 方法检测;脂肪:按 GB 5009.6--2016 方法检测;淀粉:按 GB 5009.9--2016 方法检测;粗纤维:按 GB / T 5009. KA - ZOOS 方法检测; 膳食纤维 :按 GB 5009.88--2014 方法检测 ; 氨基酸:按 GB 5009.124--2016 方法 检测。
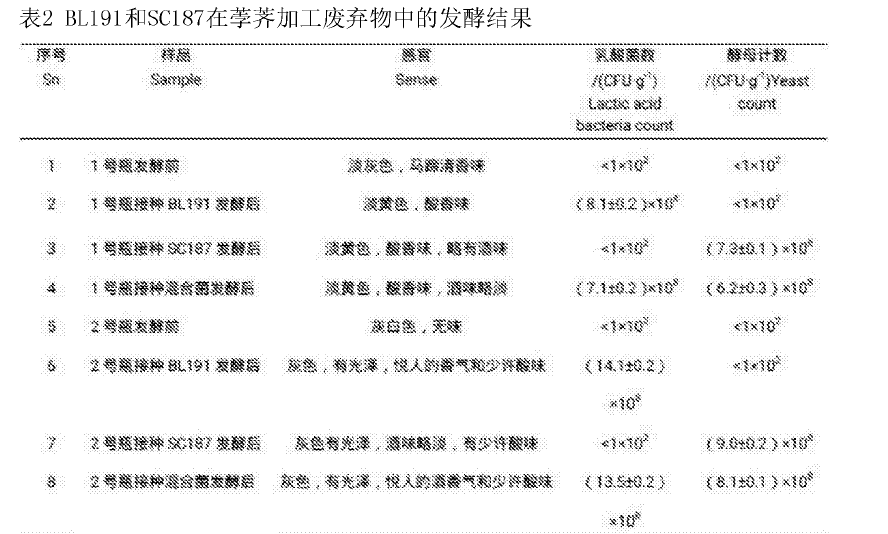
1 . 2 . 2荸荠加工废弃物适宜微生物的筛选
取植物乳杆菌 ( BL 191) ,酿酒酵母 ( SC 187) ,植物乳杆菌 ( BL 191) 与酿酒酵母
( SC 187)1:1 混合菌种分别加入灭菌 0.75%盐水中,混合均匀,制得lX 10 8 CFU/mL 的菌种液。 将菌种液按 1:10的比例分别接种到下列试验编号的样品中[154 «:1号瓶 :800 mL 马蹄废水, 置 1 L 灭菌广口瓶中; 2号瓶:400 g 马蹄废渣,加 400 mL 无菌水,置 1 L 灭菌广口瓶中。接种后于 (37 ±0 . 5) °C 发酵 48 h , 进行感官分析和检测乳酸菌数和酵母计数。
1 . 2 . 3单因素实验选择两种菌种的发酵条件
由于荸荠加工过程,产生的废水量是废渣的二倍以上,所以考虑到合理利甩荸荠 加工废弃物的问题,本文所有实验均以荸荠的废渣和废水 1:2 ( V / V ) 混合物为发酵基料。 [〇〇33]1) 接种比例
以发酵后的活乳酸菌数和酵母菌数为指标,将 BL 191, SC 187 按不同比例混合,分别 以混合菌种按不同混合比例 1:9,3:7,5: 5,7 : 3,9:1接种于废渣和废水混合物中,(37±0.5) ° C 发酵 48 h ,每组实验重复 3次。以发酵液中活菌数为考核指标,确定合适的混合菌种混合比
例。
2) 接种量
以发酵后的活乳酸菌数和酵母菌数为指标,将此 191,30187按3:7比例混合,分别 以不同的接种量(按质量百分比为6%、8%、10%、12%、14%)接种于废渣和废水混合物中, (37±0.5) ° C 发酵 48 h 后测试结果,每组实验重复 3次。以发酵液中活菌数为考核指标,确定 合适的混合菌种接种量。
3) 发酵温度
以发酵后的活乳酸菌数和酵母菌数为指标,在不同温度下将此 191,80187按3:7比 例混合,以混合菌种12% (质量百分比) 接种量于废渣和废水混合物中,于不同的发酵温度 下 ( 26、30、34、37、42°C ) 分别发酵 48 h 后测试结果,每组实验重复 3次。以发酵液中活菌数为 考核指标,确定合适的混合菌种生长的温度。
4) 发酵时间 [〇〇4〇]以发酵后的活乳酸菌数和酵母菌数为指标,将BL 191, SC 187 按 3:7比例混合,以混 合菌种12%接种量于废渣和废水混合物中,37° C 发酵。在不同发酵时间 ( 24、36、48、60、72h ) 后测试结果,每组实验重复 3次。以发酵液中活菌数为考核指标,确定适合的发酵时间。
1 . 2 . 4正交实验优化复合菌种发酵条件
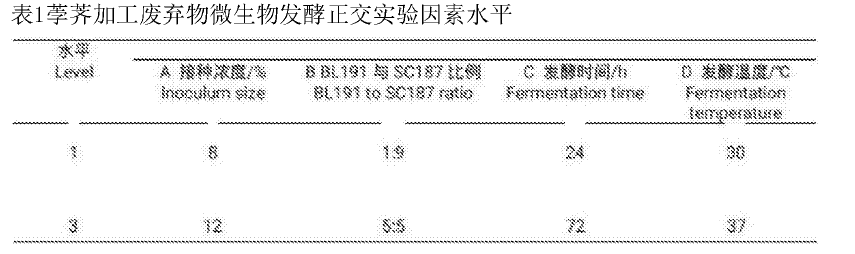
以发酵后的活乳酸菌数和酵母菌数为指标,选取四个影响发酵结果较显著的因素 进行 4因素3水平的L 9 (34) 正交试验,各因素及水平设计如表 1所示,每组实验重
1 . 2 . 5乳酸菌数和酵母菌数测定方法 [0046] 分别按 GB 4789.35--2016 操作检测, GB 4789.15--2016 操作检测。
1.2. 6感官评价方法 [〇〇48] 取出适量样品(约10〜 15 g ) ,置于光线充足、无异味的白色滤纸上或玻璃器皿内, 进行目测,观察其色泽、形态,用口尝其滋味、鼻闻其气味。
2. 结果与讨论
2.1 发酵适宜微生物
每组实验重复 3次,实验结果见表2 AL 191 和 SC 187 均可以利用荸荠淀粉废水和荸 荠渣中有机营养物质进行生长发酵并成为优势菌群,因此利用荸荠加工废弃物水产饲料用 益生菌是可行的。在荸荠淀粉废弃物中 BL 191 和 SC 187 分别可达最高 14.1 X 10 8 CFU / g 和 9.0 X 10 8 CFU / g ; 表明这两种菌株可以在同一培养环境中形成共生益生菌群
为了解两种菌群共生特性,选择了两种菌种不同比例的接种方案进行单因素实 验,以发酵后乳酸菌和酵母菌的菌数确定最佳菌种比例。结果如图 1所示,当乳酸菌和酵母 菌混合比例为1:9时,酵母菌达到峰值17.1 X 10 8 CFU / g , 此时乳酸菌只有 8.9 X 10 8 CFU / g , 可 能是由于酵母菌过快生长产生的酒精抑制了乳酸菌生长;当乳酸菌和酵母菌比例为 9:1时 乳酸菌达到峰值39. 1 X 10 8 CFU / g , 此时酵母菌只有 3. 1 X 10 8 CFU / g , 可能是由于乳酸菌过快 生长产生的乳酸抑制了酵母菌生长。当乳酸菌和酵母菌比例为 3:7时,此时乳酸菌为28.2 X 10 8 CFU / g , 酵母菌为 16.1 X 10 8 CFU / g , 混合菌活菌总数为 44.3 X 10 8 CFU / g , 混合菌活菌总数 的峰值。因此选择乳酸菌和酵母菌比例为 3:7。
[〇〇56] 2. 3最适接种量
为了了解混合菌种的生长特性,本研究选择了乳酸菌和酵母菌比例为 3:7的混合 菌种以不同接种量发酵的方式进行单因素实验。结果如图2所示,随着接种量的增大发酵后 乳酸菌和酵母菌活菌数都出现了上升趋势直到接种量为12%时出现了顶点,此时乳酸菌生 长达到峰值为29.1 X 10 8 CFU / g , 酵母菌为 16.3 X 10 8 CFU / g 。 当接种量为 14%时乳酸菌和酵母 菌活菌数并没有随着接种量的增多而上升。因此,选择混合菌种的接种量为12%。
2. 4最适发酵温度
两种益生菌具有各自适宜的生长温度条件 [8 ’ 18] ,通过发酵温度选择单因素实验可 以了解到在不同温度条件下它们的共同生长情况。结果如图 3 所示,乳酸菌在 37 °C 为适宜生 长温度,出现峰值为 39 . 9 X 10 8 CFU/g ;酵母菌在 34 °C 为适宜生长温度,出现峰值为 13 . 9 X 10 8 CFU / g (5 37 °C 时混合菌活菌总数出现峰值,因此 37 °C 为适宜混合菌种生长温度。
2 . 5最适发酵时间
两种益生菌具有各自增长速率 [8 ’ 19] ,如图4所示, 24 h 内酵母菌快速增长, 24 h 后酵
母活菌数基本保持稳定。而乳酸菌则是在发酵后 24〜48 h 出现快速增长, 48 h 后乳酸菌总数 开如下降。选择发酵 48 h 最佳。
2. 7培养条件优化
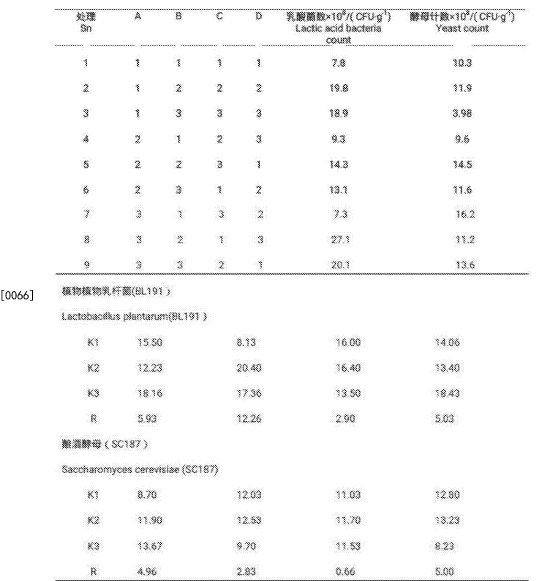
在单因素实验的基础上用正交实验优化工艺参数。表 3结果表明7 由 1^值大小可知,
影响植物乳杆菌 ( BL 191) 发酵的主要因素依次为接种比例 B 、 接种量 A 、 温度 D 、 时间 C , 最佳发 酵条件是 B 2 A 3 D 3 C 2, 即是 BL 191 与 SC 187 比例为 3:7、接种量12%、发酵温度37°(:和发酵时间 48 h ; 影响酿酒酵母 ( SC 187) 发酵的主次因素依次为温度 D 、 接种量 A 、 接种比例 B 、 时间 C , 最佳 发酵条件是〇 2八38202,即是发酵温度34°(:、接种量12%、81191与5(:187比例为3: 7和发酵时 间 48 h 。
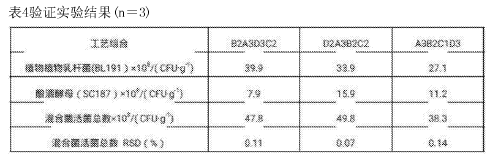
[ OOM ] 如表 4的验证实验结果可知,在植物乳杆菌( BL 191) 最佳工艺条件 B 2 A 3 D 3 C 2, 植物
乳杆菌 ( BL 191) 菌数为 39. 9 X 10 8 CFU / g ,酿酒酵母 ( SC 187) 菌数为 7. 9 X 10 8 CFU / g ;在酿酒酵 母 ( SC 187) 最佳条件 D 2 A 3 B 2 C 2, 植物乳杆菌 ( BL 191) 菌数为 33.9 X 10 8 CFU / g , 酿酒酵母 ( SC 187) 菌数为 15.9 Xl 0 8 CFU / g ; 正交实验中混合菌活菌总数最高组合为 A 3 B 2 C 1 D 3, 植物乳 杆菌 ( BL 191) 菌数为 27. 1 X 10 8 CFU/g , 酿酒酵母 ( SC 187) 菌数为 11. 2 X 10 8 CFU/g 综合考虑两 种微生物的在终产品微生物饲料添加剂的实际利用价值,选择 D 2 A 3 B 2 C 2 为发酵条件,此时 两种有益菌总和为 49. 8 X 10 8 CFU/g , 混合菌活菌总数 RSD 为 0. 07 % 。
表 3 正交实验优化培养条件结果
2 . 8发酵前后营养成分分析
将荸荠废渣废水 1: 2混合物在D 2 A 3 B 2 C 2 条件下进行发酵培养,分析其营养成份的 变化,每次实验重复 3次。结果如表5所示,其中总糖、淀粉有明显的降低,乳酸、总酸升高,说明混合菌种利用废渣废水混合物的总糖、淀粉成分进行有机酸的转换,乳酸 /总酸比值为 97. 6%,说明混合菌种在进行乳酸发酵。 采用该工艺发酵荸荠加工后的废水和废渣制备的微生物饲料中产生大量乳酸,乳 酸在生物体内可以使胃、肠中的 pH 值降低,生物体中多为酸性消化酶,从而可以激发酶 的活性作用
注 :* 为动物必需氨基酸
如表 6所不,经混合菌发酵后荸养废渣废水1: 2混合物氨基酸总量由4.4 g /100 g 上 升为 7.9 g /100 gd 8 种氨基酸均出现了上升, 8种必需氨基酸除亮氨酸外均增加了50%以上, 亮氨酸增加48. 3%。酿酒酵母 ( SC 187) 可以产生较齐全氨基酸,提高了水产微生物饲料的营 养价值。 为更好的说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明 作进一步说明。
实施例 1
本发明的制备饲料添加剂的工艺的一种实施例,包括如下步骤 :取荸养渣和荸养 废水混合,接种植物乳杆菌( BL 191) 和酿酒酵母 ( SC 187) 的混合菌液,然后发酵,得到饲料添 加剂,饲料添加剂中活菌的总数为 38.3 X 10 8 CFU / g , 其中,发酵时间为 24 h , 发酵温度为 26 荸荠渣和荸荠废水的体积比为1:2;混合菌液的接种量为14%;乳酸菌和酵母菌的数量 比为1:9。
实施例 2
本发明的制备饲料添加剂的工艺的一种实施例,包括如下步骤 :取荸荠渣和荸荠 废水混合,接种植物乳杆菌( BL 191) 和酿酒酵母 ( SC 187) 的混合菌液,然后发酵,得到饲料添 加剂,饲料添加剂中活菌的总数为 40.2 X 10 8 CFU / g , 其中,发酵时间为 36 h , 发酵温度为 30 °C ;荸荠渣和荸荠废水的体积比为1:2;混合菌液的接种量为10% ;乳酸菌和酵母菌的数量 比为5:5。
实施例 3
本发明的制备饲料添加剂的工艺的一种实施例,包括如下步骤 :取荸荠渣和荸荠 废水混合,接种植物乳杆菌( BL 191) 和酿酒酵母 ( SC 187) 的混合菌液,然后发酵,得到饲料添 加剂,饲料添加剂中活菌的总数为 49.8 X 10 8 CFU / g , 其中,发酵时间为 48 h , 发酵温度为 34 ° C ; 荸荠渣和荸荠废水的体积比为 1:2;混合菌液的接种量为12%;乳酸菌和酵母菌的数量 比为3:7。
实施例 4
本发明的制备饲料添加剂的工艺的一种实施例,包括如下步骤 :取荸荠渣和荸荠 废水混合,接种植物乳杆菌( BL 191) 和酿酒酵母 ( SC 187) 的混合菌液,然后发酵,得到饲料添 加剂,饲料添加剂中活菌的总数为 43.5 X 10 8 CFU / g , 其中,发酵时间为 60 h , 发酵温度为 37 ° C ; 荸荠渣和荸荠废水的体积比为 1:2;混合菌液的接种量为8%;乳酸菌和酵母菌的数量比 为 7:3。
实施例 5
本发明的制备饲料添加剂的工艺的一种实施例,包括如下步骤 :取荸荠渣和荸荠 废水混合,接种植物乳杆菌( BL 191) 和酿酒酵母 ( SC 187) 的混合菌液,然后发酵,得到饲料添 加剂,饲料添加剂中活菌的总数为 47.4 X 10 8 CFU / g ; 其中,发酵时间为 72 h , 发酵温度为 42 荸荠渣和荸荠废水的体积比为1:2;混合菌液的接种量为6%;乳酸菌和酵母菌的数量比 为9山
采用 BL 191 和 SC 187 两种益生菌复合发酵荸荠加工废弃物,能制备出富含益生菌和 氨基酸的发酵液。通过单因素实验和正交试验优化得到 BL 191 和 SC 187 复合发酵荸荠废渣废 水制备微生物饲料的最佳工艺条件为荸荠渣、荸荠废水混合比例 1:2,81^191和3(:187按3: 7 比例混合,接种量12%,发酵温度 34° C , 发酵时间 48 h , 制备得到的微生物饲料中 BL 191 菌数 为 33. 9 X 10 8 CFU / g , SC 187 菌数为 15. 9 X 10 8 CFU / g ; 含有丰富的营养物质,其氨基酸总量较发 酵前提高了 1.8 倍,亮氨酸增加了 48. 3%,其他7种必需氨基酸均提高了50%以上。
通过该工艺,不仅为水产养殖提供一种很好的益生菌饲料添加剂,而且使荸荠加 工后废水、废渣得到充分利用,变废为宝,实现零废弃,而且工艺低碳环保,解决了 =次污 染。益生菌可以提高养殖水产品的抗病性,因而可以减少抗生素的使用,针对目前养殖中滥 用抗生素有着重要的社会意义。
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保 护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当 理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质 和范围。
点赞
收藏