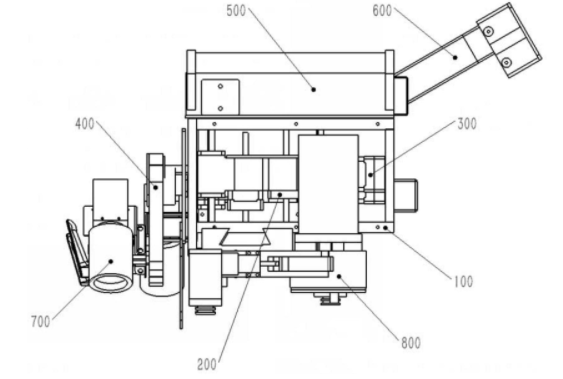
本发明涉及管道自动化焊接技术领域,具体地说,涉及某种基于双目视觉的全位置焊接小车,包括机头箱体组件、两个提升组件、两个摆动组件、两个焊枪夹持组件和相机组件,机头箱体组件经底部设置的燕尾块与焊接小车连接,提升组件经设置的支撑花键轴两端安装在机头箱体组件内,摆动组件经提升组件内设有的摆动机架安装在提升组件上,焊枪夹持组件经设置的伸缩固定圈固定于摆动组件内设置的摆动花键轴一端,相机组件经螺栓固定在焊枪夹持组件上方。本发明克服了现有技术焊接效率低、焊接精度低等不足,达到了体积小、重量轻、加工成本低、数控能力强、运动精度高、焊接效率高、操作方便等各项性能指标的要求。
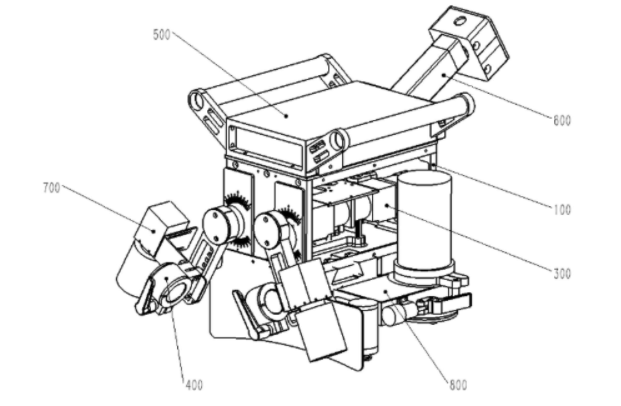
1.某种基于双目视觉的全位置焊接小车,其特征在于:包括机头箱体组件(100)、两个提升组件(200)、两个摆动组件(300)、两个焊枪夹持组件(400)和相机组件(700),所述机头箱体组件(100)经底部设置的燕尾块(107)与焊接小车连接,所述提升组件(200)经设置的支撑花键轴(201)两端安装在所述机头箱体组件(100)内,所述摆动组件(300)经所述提升组件(200)内设有的摆动机架(206)安装在所述提升组件(200)上,所述焊枪夹持组件(400)经设置的伸缩固定圈(402)固定于所述摆动组件(300)内设置的摆动花键轴(302)一端,所述相机组件(700)经螺栓固定在所述焊枪夹持组件(400)上方。
2.根据权利要求1所述的基于双目视觉的全位置焊接小车,其特征在于:所述机头箱体组件(100)包括由前板(101)、后板(102)、顶板(103)、底板(104)、左侧板(105)、右侧板(106)、燕尾块(107)和航插固定壳(108)之间依次经螺栓连接组合形成。
3.根据权利要求1所述的基于双目视觉的全位置焊接小车,其特征在于:所述提升组件(200)包括支撑花键轴(201)、小直线轴承(202)、电机固定板(203)、贯通轴式步进电机(204)、提升梯形丝杠(205)和摆动机架(206),所述小直线轴承(202)通过螺栓安装在所述摆动机架(206)开设的四个直线轴承孔(251)中,所述支撑花键轴(201)安装在所述小直线轴承(202)的内孔中,所述电机固定板(203)固定在所述摆动机架(206)的中部,所述贯通轴式步进电机(204)安装在所述电机固定板(203)上,所述提升梯形丝杠205穿过所述贯通轴式步进电机(204)。
4.根据权利要求1所述的基于双目视觉的全位置焊接小车,其特征在于:所述摆动组件(300)包括摆动花键轴(302)、大直线轴承(303)、摆动梯形丝杠(304)和摆动步进电机(305),所述摆动花键轴(302)经内壁设有梯形螺纹(351)与所述摆动梯形丝杠(304)连接,所述摆动梯形丝杠(304)的一端与所述摆动步进电机(305)轴连接,所述摆动花键轴(302)与摆动梯形丝杠(304)均位于所述摆动机架206开设的通孔(252)内,所述摆动步进电机(305)位于在摆动机架(206)通孔一端,所述大直线轴承(303)安装在所述摆动机架(206)的通孔(252)的另一端,所述摆动花键轴(302)与所述大直线轴承(303)连接配合。

5.根据权利要求1所述的基于双目视觉的全位置焊接小车,其特征在于:所述焊枪夹持组件(400)依次包括由支撑连杆(401)、伸缩固定圈(402)、压垫(403)、焊枪活动连接件(404)、箍紧座(405)、角铝件(406)、固定块(407)、卡紧套(408)、卡簧(409)、手柄(410)和调节指示块(411),所述支撑连杆(401)经一度端部设置的圆柱壳体(455)与所述伸缩固定圈(402)呈套接配合,所述圆柱壳体(455)一端设有旋转槽(454),所述压垫(403)经螺栓安装在所述圆柱壳体(455)的外壁一端,所述支撑连杆(401)经开设的的若干调节孔(451)与所述焊枪活动连接件(404)经螺栓固定,所述箍紧座(405)通过所述角铝件(406)和所述固定块(407)的螺栓预紧力安装在所述焊枪活动连接件(404)一端,所述卡紧套(408)通过间隙配合安装在所述箍紧座(405)内壁上。
6.根据权利要求1所述的基于双目视觉的全位置焊接小车,其特征在于:所述机头箱体组件(100)的一端表面设置有电气控制箱组件(500),所述电气控制箱组件(500)依次包括由控制箱体(501)、绝缘板(502)、四个提把(503)和两个长握把(504)组成,所述绝缘板(502)设有第二电气控制箱通线槽孔(551),所述控制箱体(501)内设有腔体(552),两个所述提把(503)分别连接到所述长握把(504)的两端,所述提把(503)通过焊接与所述控制箱体(501)外壁连接。
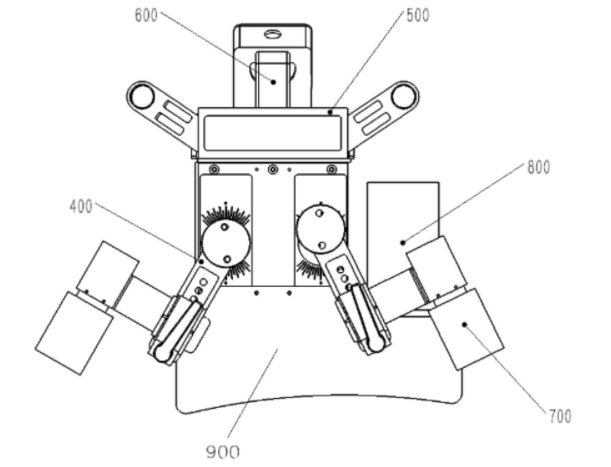
7.根据权利要求6所述的基于双目视觉的全位置焊接小车,其特征在于:所述电气控制箱组件(500)的一端设有架线组件(600),所述架线组件(600)包括支撑架(601)、端面轴承座(602)、集线壳(603)、集线壳盖(604)、垫套(605)、定制螺栓(606)、定制螺母(607)、第一端面轴承(608)和第二端面轴承(609),所述支撑架(601)一端通过螺栓固定在所述控制箱体(501)的一端,所述第一端面轴承(608)安装在所述端面轴承座(602)外壁的底端,所述第二端面轴承(609)安装在所述端面轴承座(602)内壁底端且经所述定制螺栓(606)和所述定制螺母(607)的预紧力固定,所述垫套(605)的内壁套在所述定制螺栓(606)一端的外壁上,所述定制螺栓(606)的一端设有四个螺纹孔(651)。
8.根据权利要求5所述的基于双目视觉的全位置焊接小车,其特征在于:所述焊枪夹持组件(400)的端部均设置有相机组件(700),所述相机组件(700)包括过渡板(701)和设置在所述过渡板(701)表面的工业相机(702)。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























