本发明提供某种用于COB自动组装的检测装置,包括检测装置本体,检测装置本体包括第一基台、第一传送模组、第一检测模组、第二检测模组和搬运模组,第一传送模组用于传送料件,第一检测模组用于检测第一传送模组上的料件的外观,第二检测模组用于检测料件功能,搬运模组用于将料件从第一传送模组上搬运至第二检测模组上,以使得第二检测模组对料件进行功能性检测;该检测装置利用第一检测模组检测第一传送模组上传送的料件的外观,再利用搬运模组将完成外观检测的料件搬运至第二检测模组上进行功能性检测,该检测装置自动完成料件的外观检测后继续自动完成料件的功能性检测,不仅提高检测的准确性且提高检测效率。
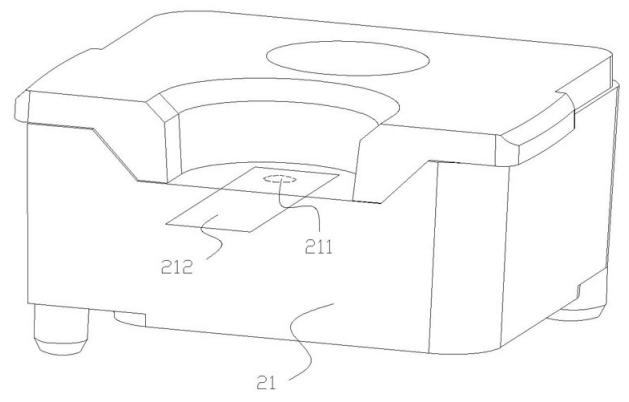
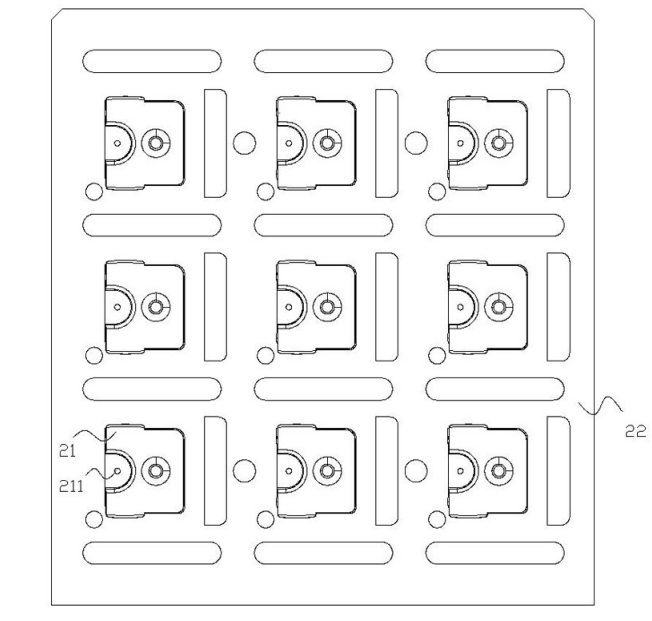
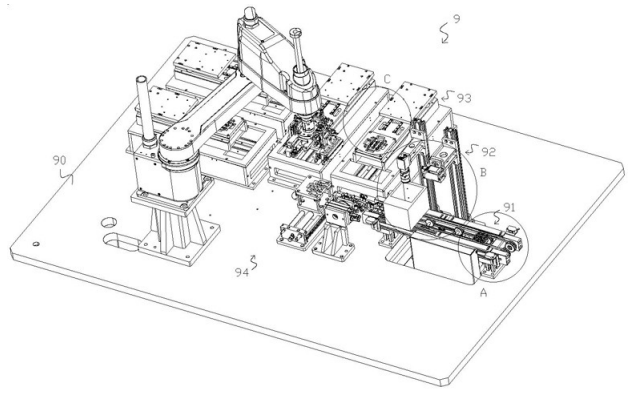
1.某种用于COB自动组装的检测装置,其特征在于,包括检测装置本体(9),所述检测装置本体(9)包括: 第一基台(90); 第一传送模组(91),所述第一传送模组(91)安装于所述第一基台(90)上,所述第一传送模组(91)用于传送料件; 第一检测模组(92),所述第一检测模组(92)安装于所述第一基台(90)上,所述第一检测模组(92)与所述第一传送模组(91)相邻设置,所述第一检测模组(92)用于检测所述第一传送模组(91)上的所述料件的外观; 第二检测模组(93),所述第二检测模组(93)安装于所述第一基台(90)上,所述第二检测模组(93)用于检测所述料件功能; 搬运模组(94),所述搬运模组(94)安装于所述第一基台(90)上,所述搬运模组(94)用于将所述料件从所述第一传送模组(91)上搬运至所述第二检测模组(93)上,以使得所述第二检测模组(93)对所述料件进行功能性检测;其中, 所述搬运模组(94)包括翻转模组(941)与夹取模组(942),所述翻转模组(941)与夹取模组(942)相邻设置;其中, 所述翻转模组(941)用于将所述料件进行翻转; 所述夹取模组(942)用于夹取翻转后的所述料件并将其传送至所述第二检测模组(93)上。
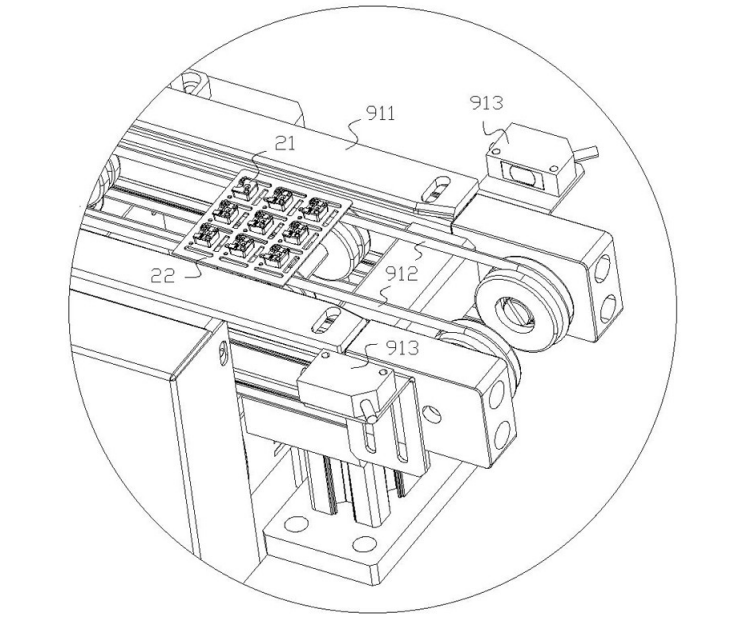
2.如权利要求1所述的用于COB自动组装的检测装置,其特征在于,所述第一传送模组(91)包括第二基台(911)、第一驱动组件、传送皮带(912)和导轨,所述第二基台(911)固定安装于所述第一基台(90)上,所述第一驱动组件与导轨固定安装于所述第二基台(911)上,所述料件在所述第一驱动组件的驱动力下跟随所述传送皮带(912)沿所述导轨方向运动。
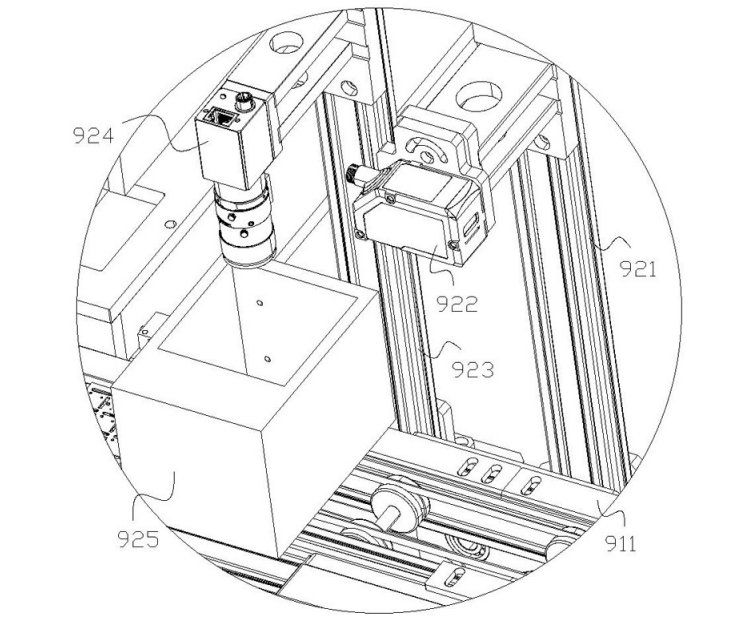
3.如权利要求1或2所述的用于COB自动组装的检测装置,其特征在于,所述第一检测模组(92)包括线激光检测组件,所述线激光检测组件包括第一支架(921)与线激光检测件(922),所述第一支架(921)固定安装于所述第一基台(90)上,所述线激光检测件(922)固定安装于所述第一支架(921)上,所述线激光检测件(922)位于所述第一传送模组(91)的上方,所述线激光检测件(922)用于检测其与所述料件之间的距离。
4.如权利要求2所述的用于COB自动组装的检测装置,其特征在于,所述第一检测模组(92)包括图像检测组件,所述图像检测组件包括第二支架(923)与相机(924),所述第二支架(923)固定安装于所述第一基台(90)上,所述相机(924)固定安装于所述第二支架(923)上,所述相机(924)位于所述第一传送模组(91)的上方,所述相机(924)用于对所述料件进行拍照,以确定所述料件上是否存在胶膜。
5.如权利要求4所述的用于COB自动组装的检测装置,其特征在于,所述第一检测模组(92)还包括光源组件,所述光源组件包括光源与光源罩(925),所述光源固定安装于所述光源罩(925)内,所述光源罩(925)固定安装于所述第二基台(911)上,所述光源罩(925)位于所述相机(924)的下方;当所述料件运动至所述光源罩(925)内时,所述相机(924)对位于所述光源罩(925)内的所述料件进行拍照。
6.如权利要求1或2所述的用于COB自动组装的检测装置,其特征在于,所述第二检测模组(93)包括第三基台(931)、第一治具(932)和检测盖板组件,所述第三基台(931)固定安装于所述第一基台(90)上,所述第一治具(932)固定安装于所述第三基台(931)上,所述第一治具(932)匹配所述料件,所述检测盖板组件安装于所述第三基台(931)上,所述检测盖板组件匹配所述第一治具(932)与料件。
7.如权利要求6所述的用于COB自动组装的检测装置,其特征在于,所述翻转模组(941)包括中转组件与翻转组件,所述中转组件与翻转组件相邻设置,所述中转组件包括第四基台(9414)与第二治具(9415),所述第四基台(9414)固定安装于所述第一基台(90)上,所述第二治具(9415)固定安装于所述第四基台(9414)上; 所述翻转组件包括第五基台(9411)、旋转气缸(9412)和夹爪气缸(9413),所述第五基台(9411)固定安装于所述第一基台(90)上,所述旋转气缸(9412)安装于所述第五基台(9411)上,所述夹爪气缸(9413)安装于所述旋转气缸(9412)上;所述夹爪气缸(9413)夹取所述第一传送模组(91)上的所述料件,并使其在所述旋转气缸(9412)的作用下翻转至匹配所述第二治具(9415)。
8.如权利要求7所述的用于COB自动组装的检测装置,其特征在于,所述夹取模组(942)包括第六基台(9421)、第二传送模组(9422)与夹取头组件(9423),所述第六基台(9421)固定安装于所述第一基台(90)上,所述第二传送模组(9422)安装于所述第六基台(9421)上,所述夹取头组件(9423)安装于所述第二传送模组(9422)上,所述夹取头组件(9423)在所述第二传送模组(9422)的传送下将其夹持翻转后的所述料件传送至所述第三基台(931)上,且所述料件匹配所述第一治具(932)。
9.如权利要求6所述的用于COB自动组装的检测装置,其特征在于,所述检测盖板组件包括滑轨(934)、滑块、第二驱动组件和检测盖板(933),所述第二驱动组件与滑轨(934)固定安装于所述第三基台(931)上,所述滑块与检测盖板(933)固定连接,所述滑轨(934)与滑块滑动连接,所述检测盖板(933)在所述第二驱动组件的驱动力下跟随所述滑块沿所述滑轨(934)方向做运动,以使得所述检测盖板(933)匹配所述料件与第一治具(932)。
文章来源:互联网,倘若您发现本站有侵权或不当信息,请与本站联系,经本站核实后将尽快修正!





























