
























 小程序店铺
小程序店铺
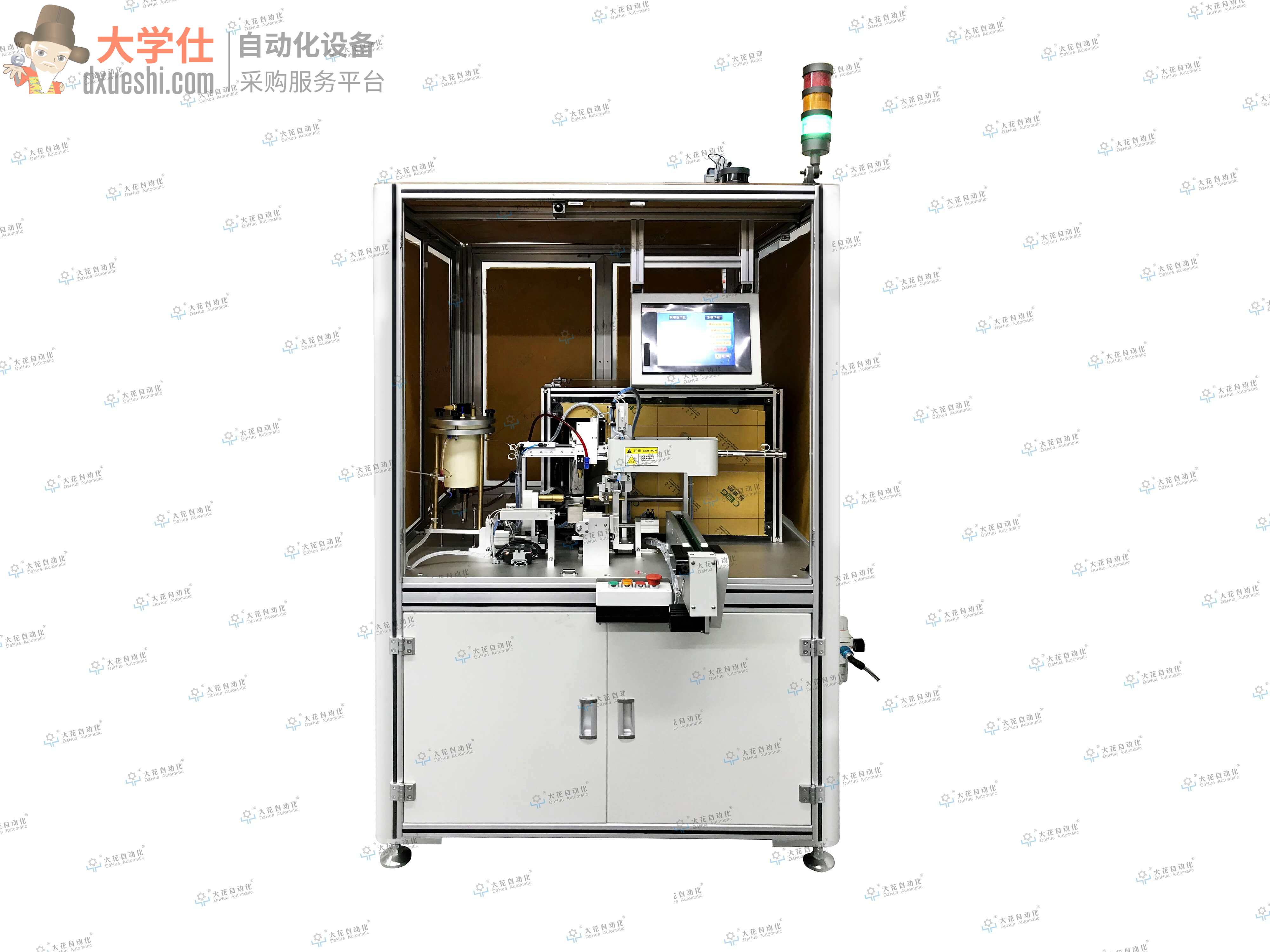

设备布局



工艺流程
涂抹螺栓的位置可选,涂抹螺牙圈数可调
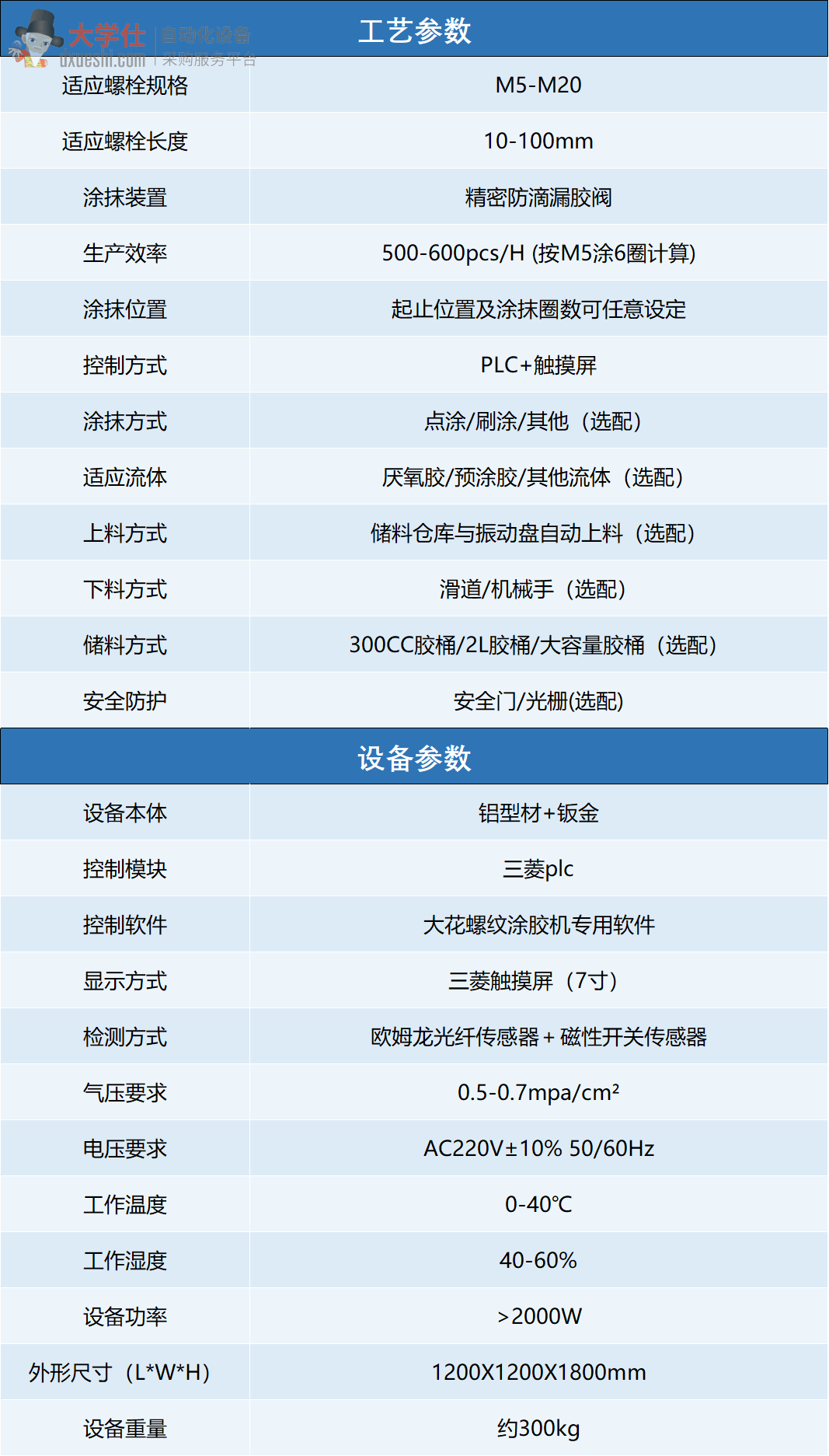
适用M5~M20螺栓涂胶,其他螺栓规格可定制
适用螺栓长度10~100mm ,其他螺栓长度可定制;
使用厌氧胶涂胶、预涂胶涂胶或涂抹其他流体,可按客户需求选择
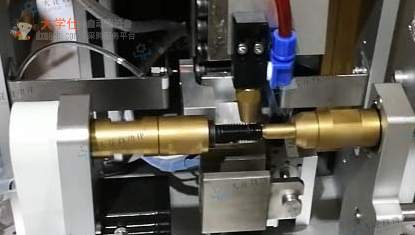
出胶嘴针头口径可根据牙距大小更换,达到不同螺栓型号不同涂胶需求
设备采用涂胶辅助装置,避免出胶针头频繁更换
使用大花专用控胶系统,防止拉丝、滴胶、漏胶情况
平均涂抹一圈的时速:0.8s/圈
设备上料采用储料仓加震动盘方式,避免频繁加料问题
大容量储料桶,避免频繁停机加料问题
储料装置配有液位报警系统,并可调整缺料位置的高度,有效避免了缺胶后胶条不完整现象;(此功能选配)
设备具有料满检测与缺料检测,自动启动或停止功能,有效避免了设备缺料而空打的现象
气源进气压力实时检测,出现低气压时会报警提示并停机,防止设备因气压不足而出现运行不稳定等问题
可搭配胶水:如乐泰241、乐泰275、乐泰2760 、天山1242、天山1243、天山1290、天山1262、卡夫特K-0242等螺纹紧固胶与预涂胶系列胶水。
也可根据产能要求工艺要求而变化,增加工位变成双通道螺纹涂胶机,或者接驳流水线变成跨线式螺纹涂胶机。
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | 3人 | 4008 | 90% |
| 实施后 | 1人 | 5008 | 98% |