

























 小程序店铺
小程序店铺
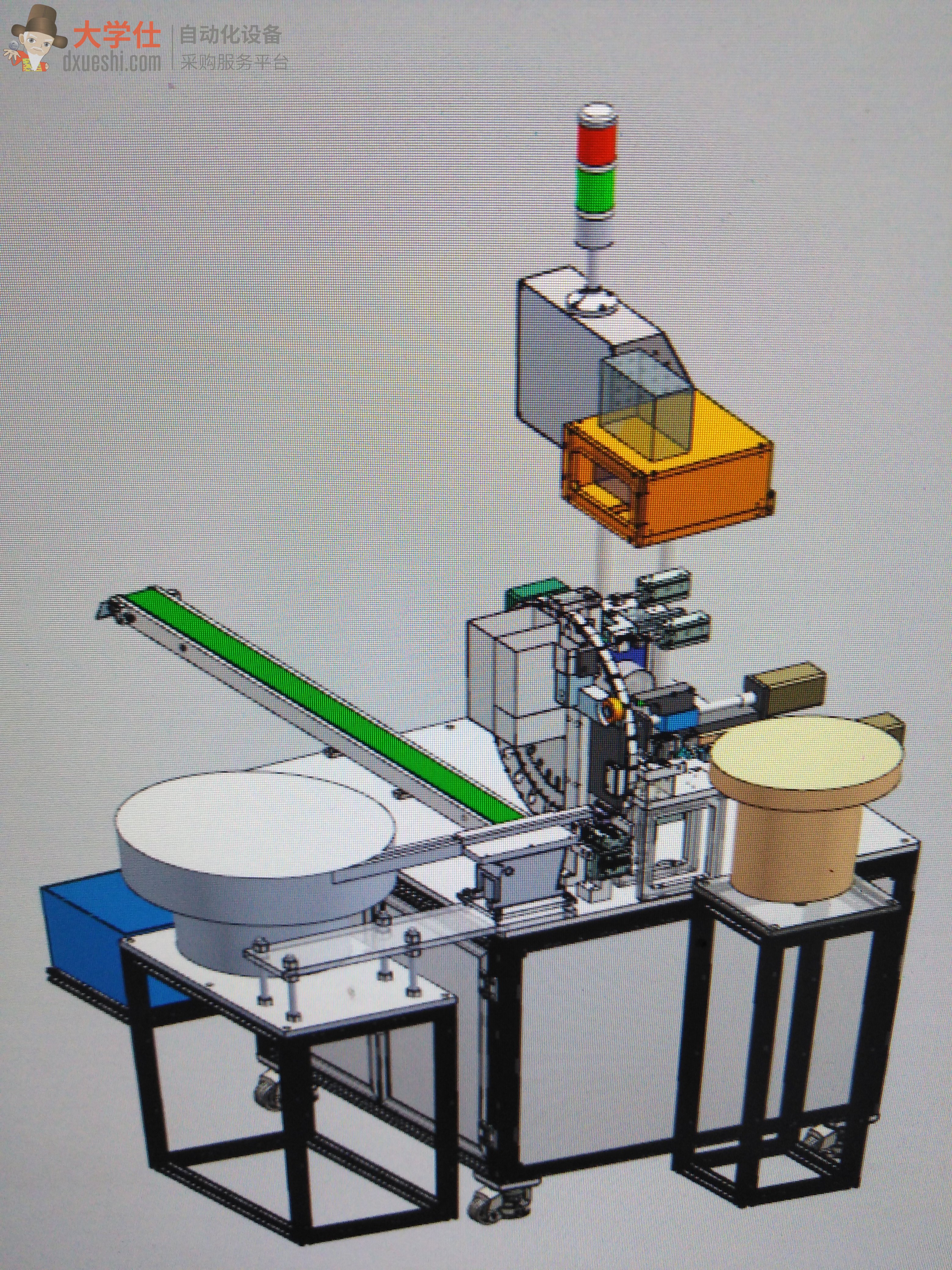
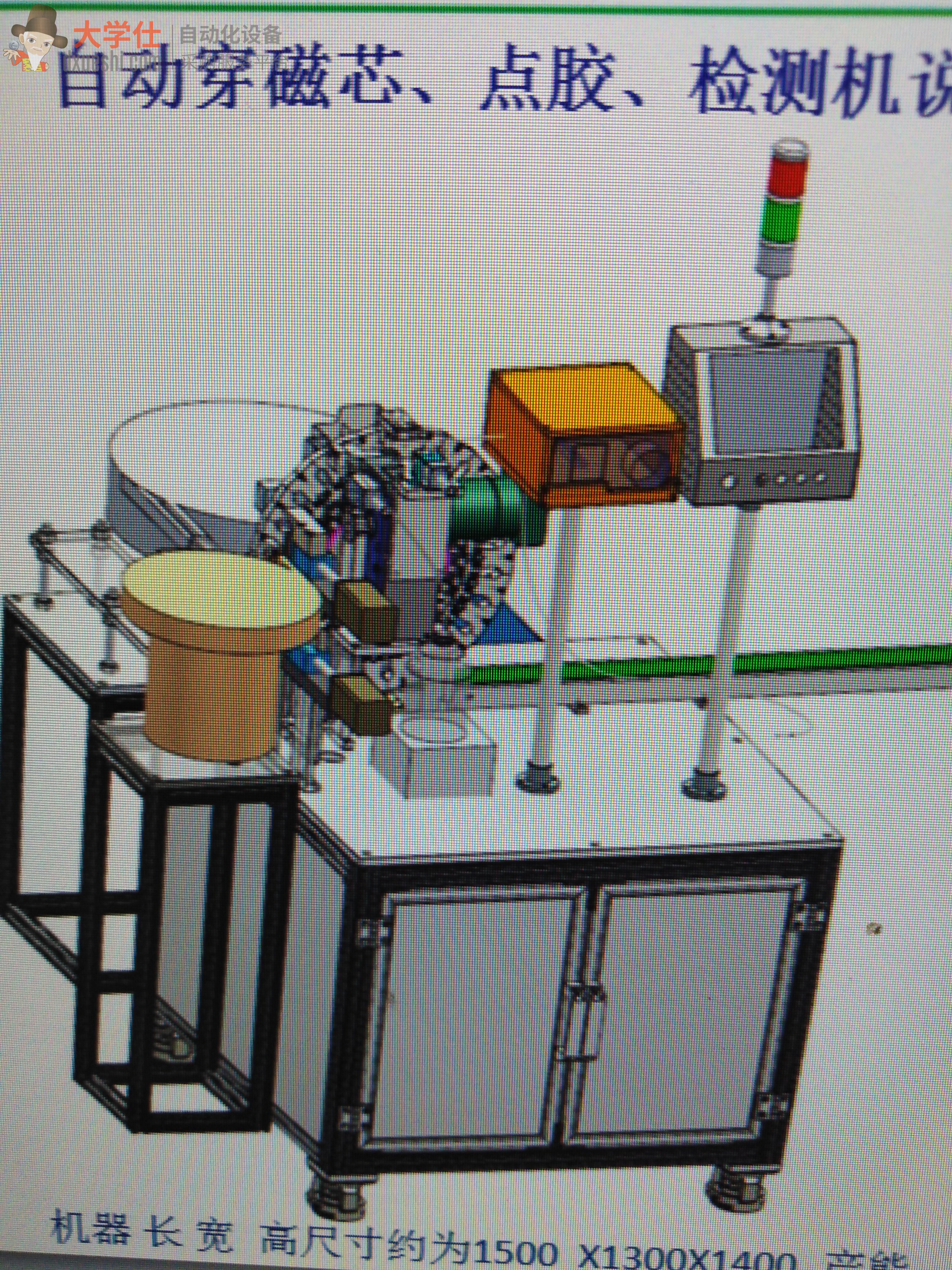
设备布局

工艺流程
振动盘上料(线圈、磁芯)
把线圈推入转盘(定位孔中)
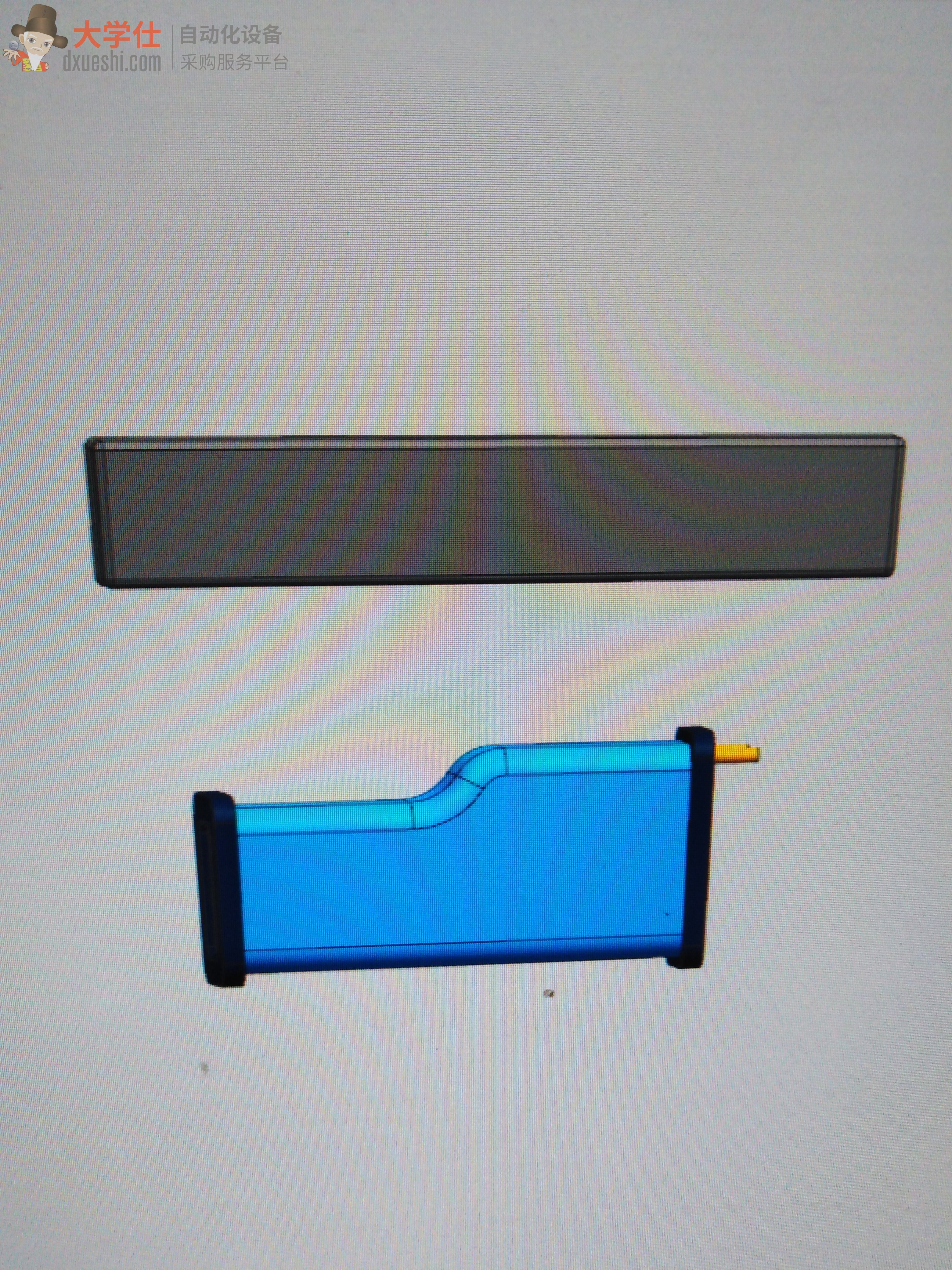
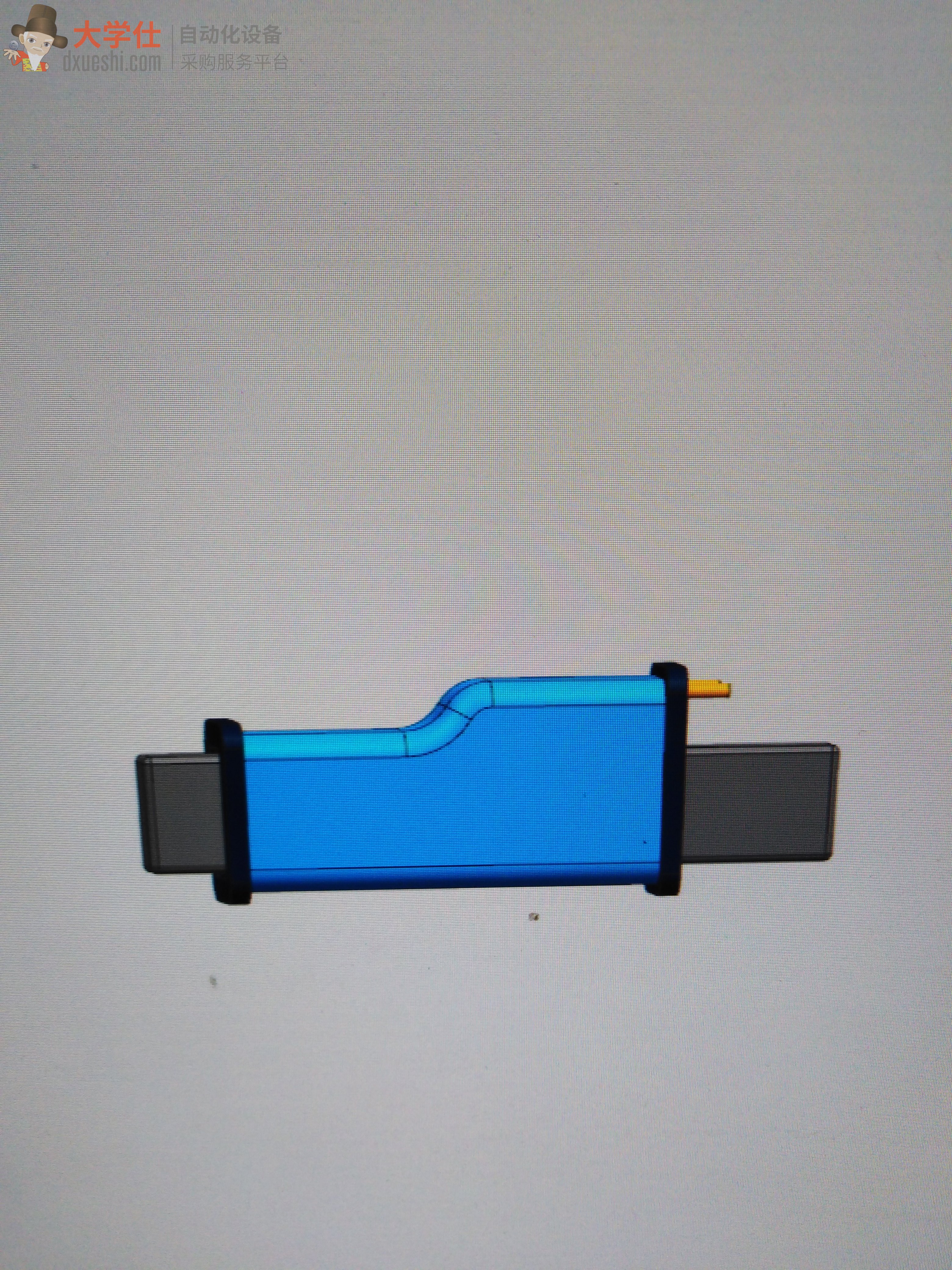
转盘把线圈移至穿磁芯位,同时磁芯上点胶(一条,准备穿入线圈)
把磁芯推入线圈孔内(离最终位置留约2mm的距离,等下一步检测定位)
转盘把穿入磁芯的线圈移至检测位,伺服电机推动磁芯再往前进,推进过程中有感应线圈在一直感应,当感应到设定的电感值时,伺服电机停止推进
当伺服电机一直推,超过3mm时仍未感应到设定的电感值时判定为不良,在下一工位把磁芯先推出线圈孔(落入不良品的磁芯槽),再下下个工位把不良的线圈推出转盘,进不良品的线圈槽内
转盘把良品转14个工位后(胶水开始部分固化)到出料位,把产品轻推出转盘,移到出料输送带上,经过约5分钟的传送(胶水己大部分固化)落入收料盒
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | 2人 | 8000个 | 99% |
| 实施后 | 1人 | 10000个 | 99.7% |