

























 小程序店铺
小程序店铺
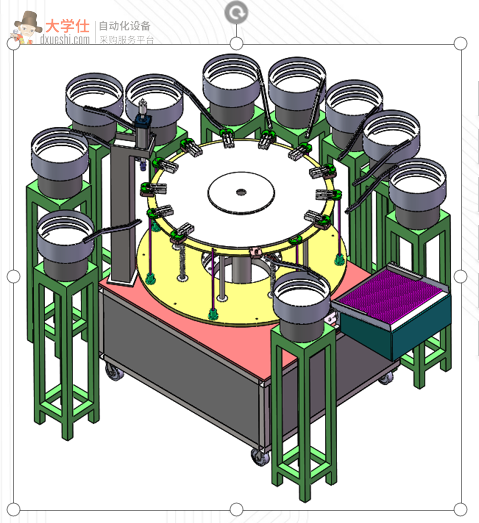
设备布局
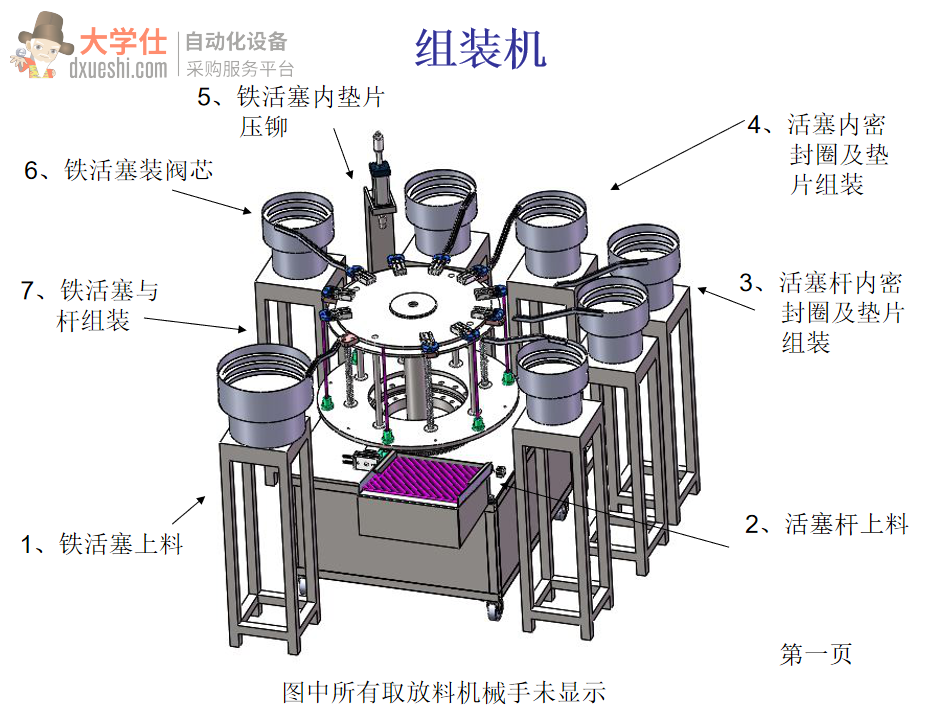
工艺流程
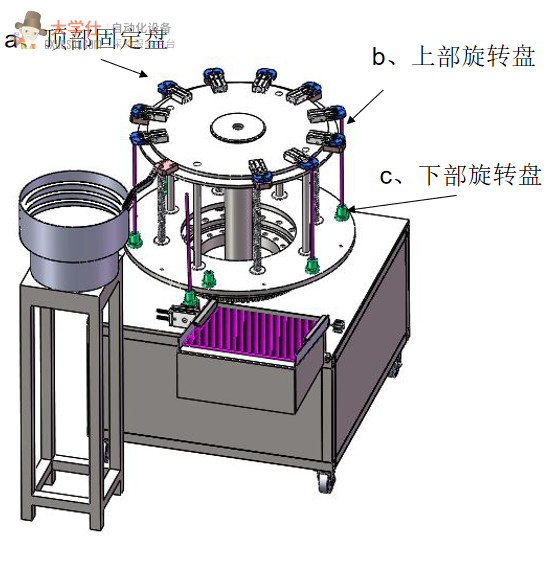
1、主机采用回转平台由伺服电机驱动,精确定位; 2、一周分七步,十四个工位,活塞杆组装工位与活塞组装工位 间隔放置,密封圈与垫片皆用振动送料盘送料,由机械手取料放入工件,放入时用气动夹爪固定工件。旋转前夹爪松开。 在顶部固定盘对应工作位都安装一副气爪。
3、活塞垫片及密封圈装好后,由油缸驱动上模压好活塞内的垫片。 4、用机械手把压好的活塞放到活塞杆上。
5、再用机械手把阀芯压入活塞尾 部孔内。
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | 8人 | -- | 90% |
| 实施后 | 1人 | -- | 99% |