



























 小程序店铺
小程序店铺
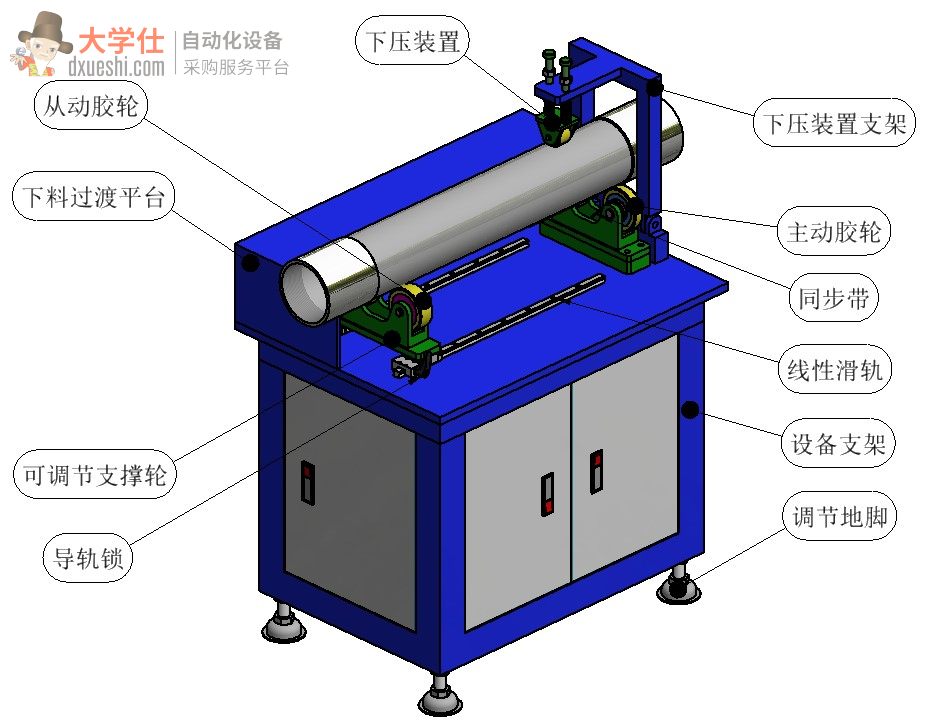
设备布局
工艺流程
先调整主、从动轮之间的距离至合适位置并用导轨锁锁定。然后,人工将被检零件从设备左侧放置于V型支撑轮上
人工将下压装置支架翻起,使下压装置滚轮下压被检零件外圆,再锁定下压装置支架铰链支座
人工踩下脚踏开关,主动轮开始旋转带动被检零件旋转,将标准外螺纹规慢慢旋入被检零件螺纹内,判断螺纹是否合格
检测完毕,打开下压装置支架铰链支座锁定机构,翻开下压装置支架
人工将零件通过下料过渡平台滚动至设备右侧的暂存平台上,一件零件检测完毕
重复(1)~(5)步骤实现循环作业
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | -- | 200件 | -- |
| 实施后 | -- | 450件 | -- |