

























 小程序店铺
小程序店铺
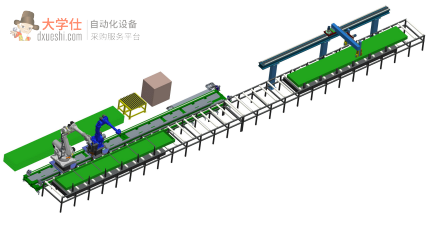
设备布局
工艺流程
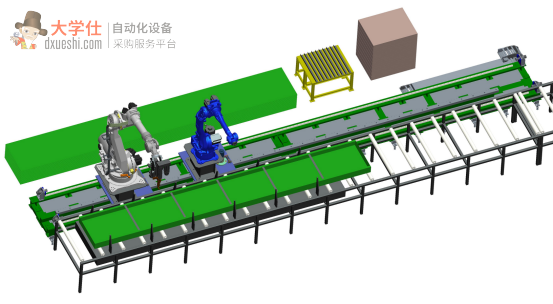
工件进入到此区域,测距传感器检测到工件已经完全进入此区域之后,此段流水线暂停,对中夹紧机构将工件对中夹紧。通过测距传感器检测工件的位置与长度,搬运机器人抓取横梁放置于工件上,点焊机器人进行点焊。当焊接完之后,搬运机器人换抓手然后抓取棉放置于工件上,棉放置完毕之后,对中夹紧机构松开,机器人换抓手将上盖板放置于工件上方,放置完毕之后,流水线将工件流出下一个工位。
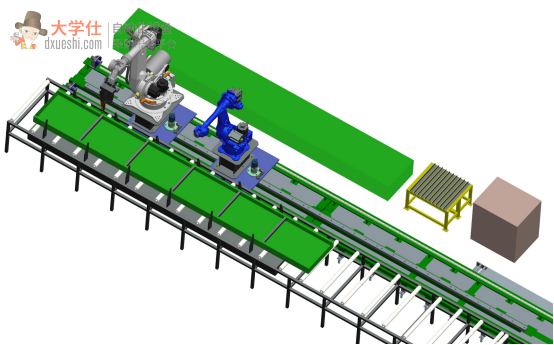
此区域主要针对工件的钻孔和铆接,伺服控制的X轴主要大大扩大机构的运动范围,一个固定式机头和一个可以在Y轴上运动的活动式机头,钻孔机与铆接机分别挂在伺服升降式机构上。
当工件完全进入此区域式,单侧压紧机构将工件单侧压紧且在Z方向通过机构将上盖板压住,压紧侧与固定式机头侧对应,两个机头同时开始钻X方向上的孔,钻完一个孔之后,机构在X方向移动一定的距离,让铆接机位于钻完的孔之上,铆接机再完成铆接工作。Y方向的钻孔与铆接均由活动式机头完成。
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | 8人 | 6080 | 95% |
| 实施后 | 2人 | 8080 | 99% |