



























 小程序店铺
小程序店铺
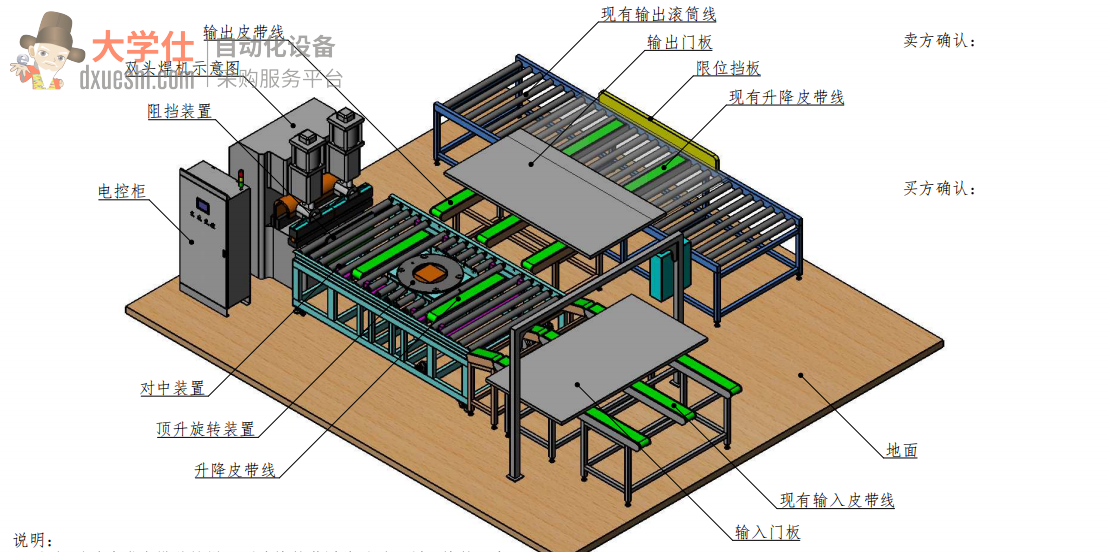
设备布局
工艺流程
门板通过皮带线横移输送至顶升旋转装置处,门板顶起,旋转90度, 而后下降
将门板置于滚筒线上,对中装置叉脚相向移动
门板居中 于滚筒线上,叉脚复位
着门板向焊机方向移动,到达阻挡板感应 到后,阻挡板下行
门板定长向前移动确定距离(可设)
焊机启动
门板在滚筒线后退,到位后,相应的顶升旋转装置顶起门板,旋转 180度后,再次放下门板
接着门板在滚筒线上向焊机方向移动到达 阻挡板感应到后,阻挡板下行,门板定长向前移动确定距离(可设)
焊机启动,对门板另一端作业
门板后退至相应位置
滚筒线内的皮带线升起,与 输出皮带线平齐,则门板纵移到输出滚筒线上
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | 12人 | -- | -- |
| 实施后 | 3人 | -- | -- |