

























 小程序店铺
小程序店铺
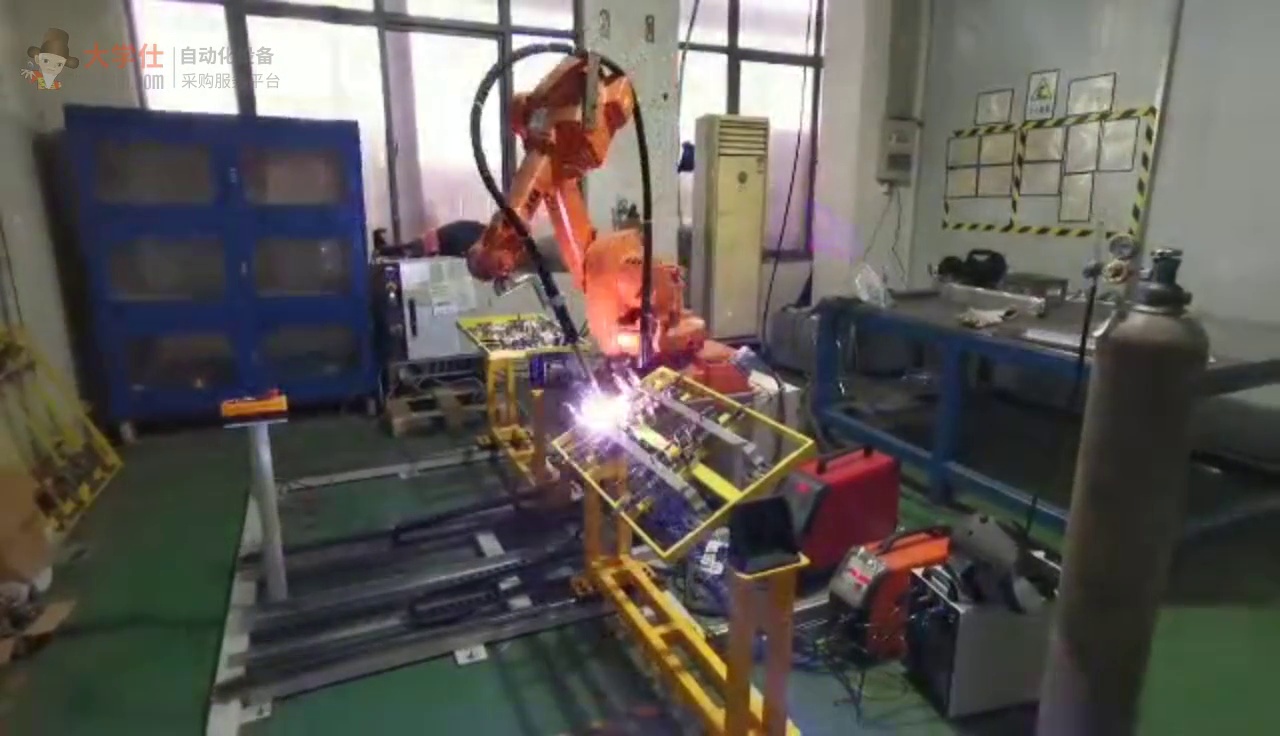
设备布局
工艺流程
1、氩弧焊自动送丝焊接,具有手臂苗条,其手腕采用独特的驱动机构,安装空间小,机身重量轻,结构紧凑的特点,采用先进伺服技术,提高了机器人的动作速度和精确度,提高氩弧焊自动送丝的工作效率! 2、机器人包括机器人机械手、控制系统、焊接装置、焊件夹持装置。夹持装置上有二组可以轮番进入机器人工作范围的旋转工作台。 3、由用户导引机器人,一步步按实际任务操作一遍,机器人在导引过程中自动记忆示教的每个动作的位置、姿态、运动参数、焊接参数等,并自动生成一个连续执行全部操作的程序。完成示教后,只需给机器人一个起动命令,机器人将精确地按示教动作,一步步完成全部操作,实际示教与再现。 4、焊接工艺采用富氩混合气体+实芯焊丝代替原有的CO2气体+药芯焊丝,富氩保护焊接具有熔池可见度好,操作方便、适宜于全位置焊接,同时电弧在保护气体的压缩下热量集中,焊接速度较快,熔池小,热影响区窄,焊接变形小,抗裂性能好,焊接过程中在惰性气体保护下,具有焊接质量好的特点,非常利于焊接过程中的机械化和自动化。
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | -- | -- | -- |
| 实施后 | -- | -- | -- |