

























 小程序店铺
小程序店铺
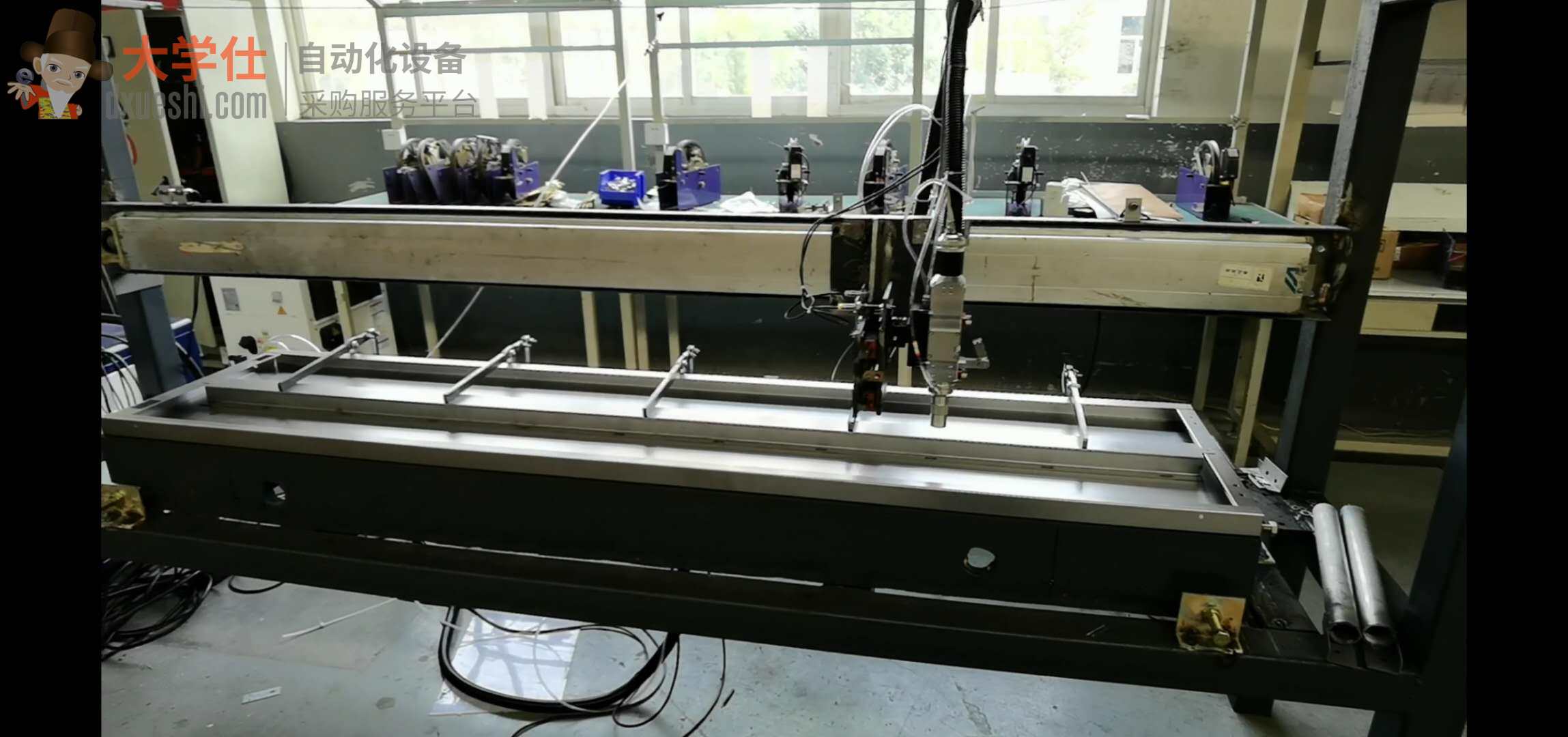
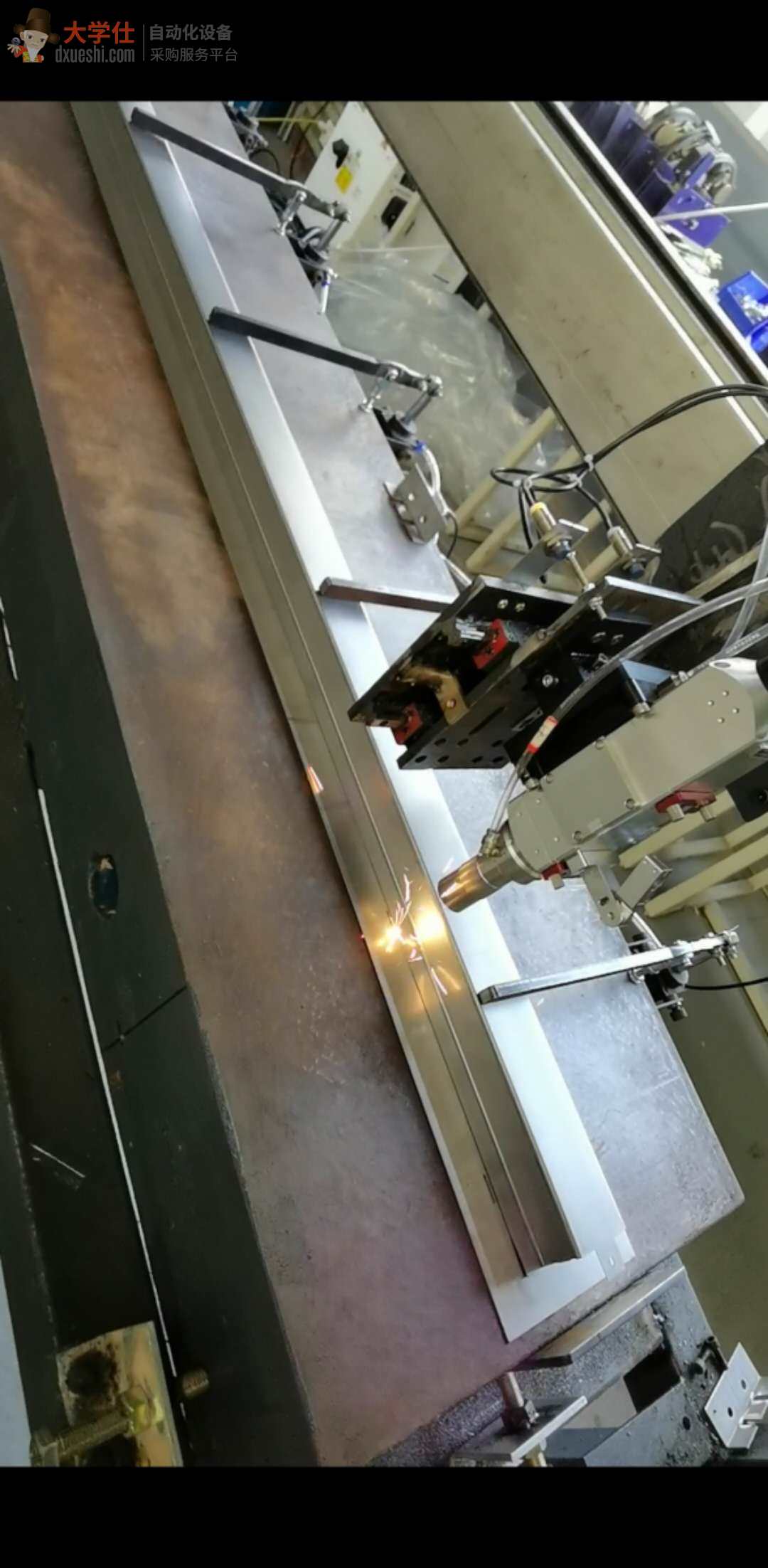

设备布局
工艺流程
轿架是电梯系统中不可或缺的部件,轿架由上梁、下梁及两个侧梁固定成框形,内部承载轿厢,以带动轿厢进行升降运行。现有的轿架存在结构笨重,加工难度大的不足。具体体现在上/下梁由两根并排的单体金属板组成,两根单体金属板底部通过连接板焊接固定。为保证上/下梁的强度,两根单体金属板均需要较高的厚度,因此导致整体重量较高,且材料成本居高不下。另外,两金属板之间需要进行通过连接板进行焊接固定,二者之间的位置精度及焊接质量完全依赖于操作人员的制作水平,因此在大批量生产制作时难以保障统一化及标准化。 该套设备采用焊接机器人焊接工作站,其中,操作界面显示示教盘及本体六轴抱闸。机械臂可在一定范围内升降的横梁上,夹具置于焊接工作台基面,两组焊接机器人位于两套焊接工装之间。工位一人工用专用工装吊具将轿梁放入定位夹具(其余小工件由人工手动装夹);完成后,人工手动快速锁紧,电磁铁、定位气缸定位;完成工件定位后,给信号,两台焊接机器人开始焊接;焊接完一面,工件自动翻转至另一面,继续焊接;所有焊接位置焊接完成,各装置复位;人工打开快速锁紧装置,用专用吊具将焊好工件搬运至卸料位;两组机器人焊接工位一工件时,人工装夹工件于工位二,两组夹具依次转换焊接,以有效提高焊接效率。同一型号产品长度不一可通过调节夹具来完成焊接,不同型号产品需通过更换工装来完成工件的焊接。 门板需要焊接两边,没边十个焊点,通过XY方向控制激光枪进行焊接动作。
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | -- | -- | -- |
| 实施后 | -- | -- | -- |