

























 小程序店铺
小程序店铺


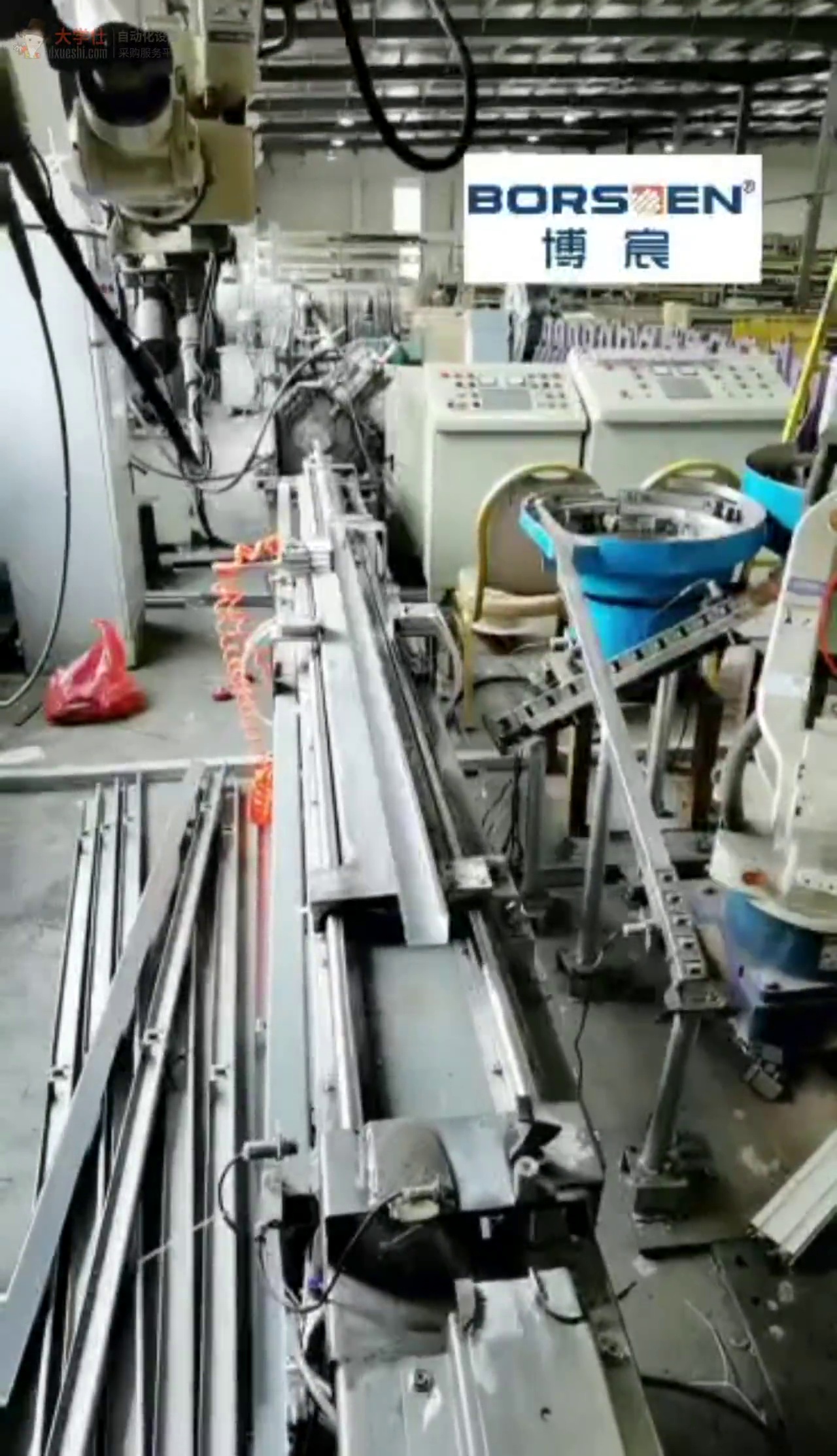
设备布局
工艺流程
该项目采用两台OTC机器人,一台机器人负责抓取零件并装配到固定位置,焊接完成后负责下料;一台焊接机器人,负责焊接小门套。 激光是20世纪以来,继原子能、计算机、半导体之后,人类的又一重大发明,被称为“最快的刀”、“最准的尺”、“最亮的光”和“奇异的激光”。它的亮度约为太阳光的100亿倍。激光的原理早在1916年已被著名的美国物理学家爱因斯坦发现,但直到1960年激光才被首次成功制造。激光是在有理论准备和生产实践迫切需要的背景下应运而生的,它一问世,就获得了异乎寻常的飞快发展,激光的发展不仅使古老的光学科学和光学技术获得了新生,而且导致整个一门新兴产业的出现。 激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。 目前电梯小门套制作采用的是CO2保护焊人工焊接,不但焊点大,而且焊后还要打磨,产生大量的打磨灰尘。人工焊接不但劳动强度大,而且手工装夹效率低。 为了克服现有技术的不足,我们提供了一种电梯小门套 升级优化生产设备,该电梯小门套升级优化生产设备包括:焊接工作平台,设置在焊接工作平台上并用于固定小门套和零件的气动自动装夹装置,用于发射激光的激光焊接发生器,用于夹持设置在激光焊接发生器上的激光焊枪的机械手,以及用于控制机械手动作的机械手控制器,还包括用于冷却焊接好的小门套和零件的激光冷却系统。 焊接工作平台上滑动装配有上下两个用于装配气动自动装夹装置的焊接架。 机械手控制器为PLC。 气动自动装夹装置包括多对定位气缸夹具,与每个定位气缸夹具连接的夹具气缸,还包括与每对定位气缸夹具对应设置的定位模块组件。 定位模块组件包括第一定位模块组件、第二定位模块组件以及第三定位模块组件;第一定位模块组件包括第一定位底座,设置在第一定位底座相邻两个边角上的长方形结构的第一柱状凸起,设置在两个第一柱状凸起之间的左右定位块,设置在第一定位底座相对的另一端的一边角的顶部定位块,第一定位模块组件用于固定焊接在小门套顶端凹槽内的零件;第二定位模块组件包括第二定位底座,分别设置在第二定位底座四个边角的长方形结构的第二柱状凸起,分别设置在第二定位底座相对的两端并位于相邻的两个第二柱状凸起之间的大小一致的中间定位块,第二定位模块组件用于固定焊接在小门套中间凹槽内的零件;第三定位模块组件包括第三定位底座,设置在第三定位底座一端的长方形结构的条状凸起,设置在条状凸起相对的一端的一边角的长 方形结构的第三柱状凸起,设置在第三定位底座中间并带有磁性的底部定位块,设置在底部定位块一端的弹性顶针,弹性顶针远离第三柱状凸起,第三定位模块组件用于固定焊接在小门套底端凹槽内的零件;第一定位底座、第二定位底座及第三定位底座的四边角分别设置有用于穿设螺旋紧固件的螺旋孔位。
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | -- | -- | -- |
| 实施后 | -- | -- | -- |