

























 小程序店铺
小程序店铺
设备布局
工艺流程
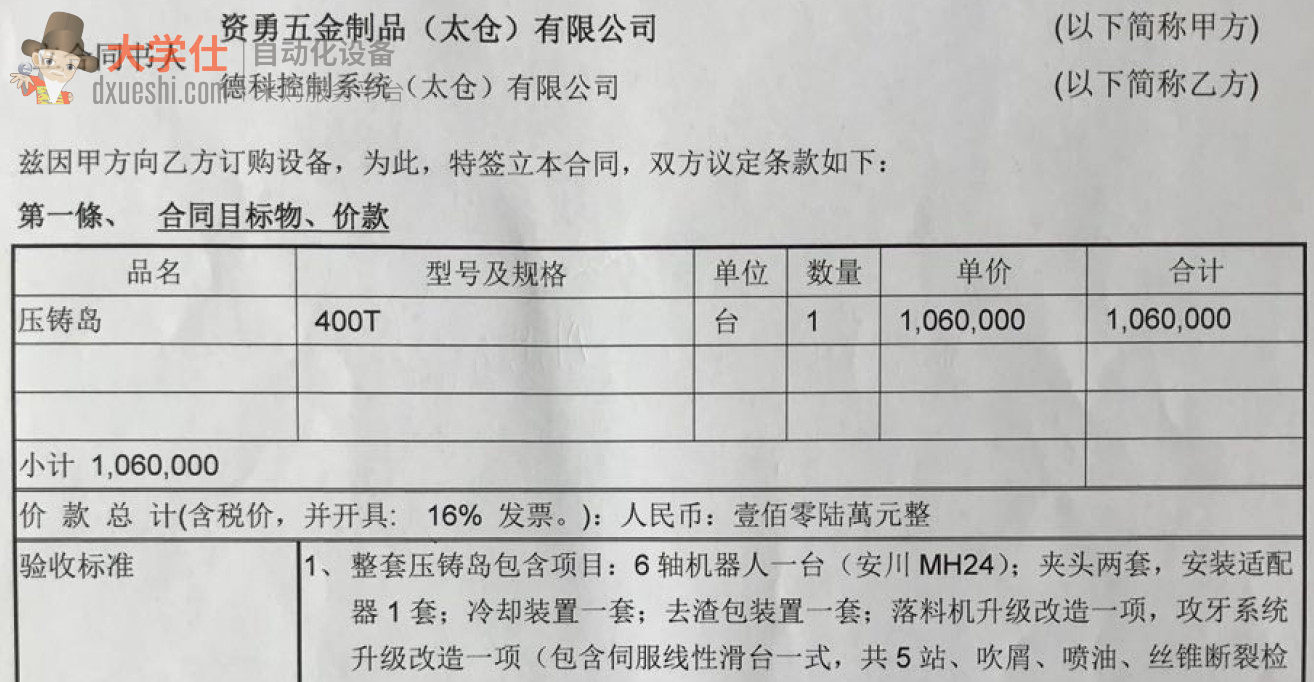
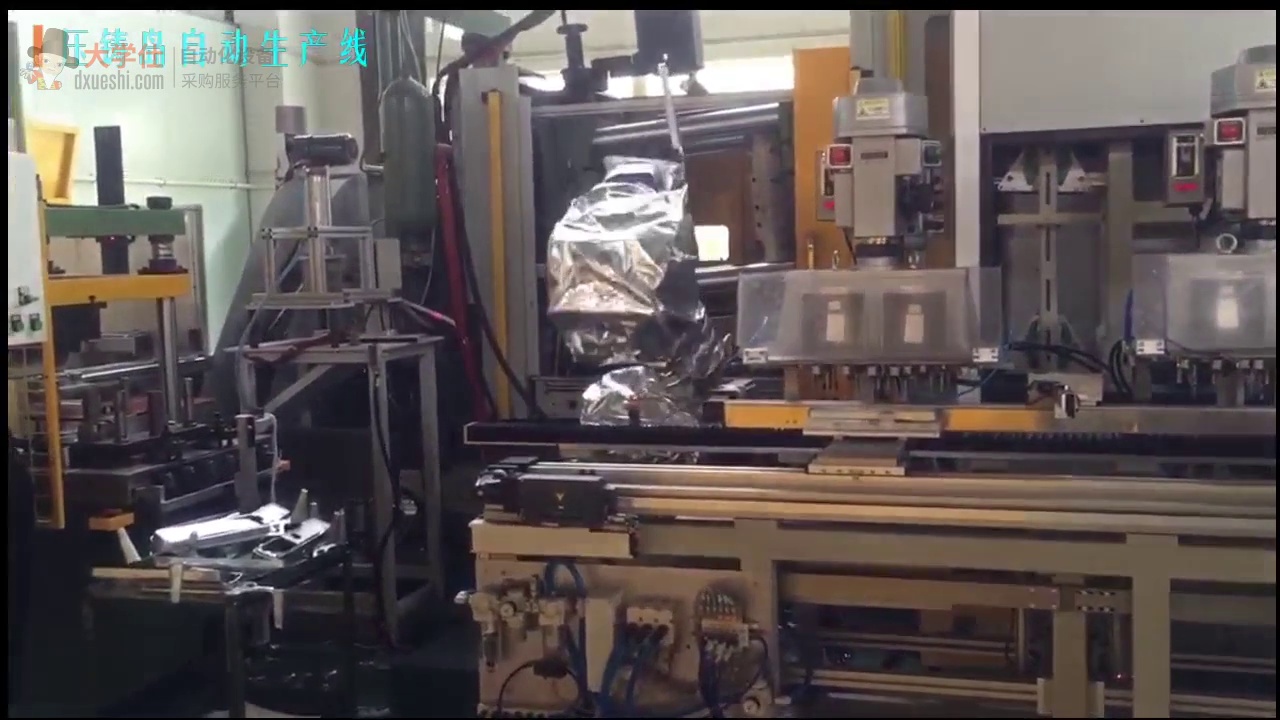
背景: 客户门锁面板以DC400压铸机压铸成型,机械臂上下料;后续去渣包,切浇道,攻丝,去毛刺等均用人工完成;因工作环境,物料易割手,生产效率低等原因,客户要求自动化升级,去人工,提高生产效率。 方案: 采用安川机器人/JRT夹爪 实现自动上下料,机器人手臂完成压铸机取料,放入冷却塔,从冷却塔取已冷却料,进入渣包站自动去渣包,再自动放入落料模,完成切除浇道;最后将产品搬运到攻丝站入料模;攻丝站分3个攻丝单元,根据产品不同自动识别攻丝程序;完成攻丝后压缩空气清洁,再由气动搬运取放机构将成品放入成品输送带输出;其中攻丝单元含特制丝锥断裂自动检测装置,分别检查3个单元的攻丝模头,可对安装超过15个丝锥的模头一次性检测;整个系统还包含渣包及浇道自动回收输送装置; 整线对生产效率有大幅提升:节拍由68秒降至50秒,减少1名操作工,并提升了产品质量; 且生产线具备柔性,可对不同产品进行快速切换;
项目成效
| 自动化解决方案 | 用工情况 | 产能(每8小时) | 良品率 |
| 实施前 | -- | -- | -- |
| 实施后 | -- | -- | -- |